Additive manufacturing of metals is one of the fastest growing sectors in the three-dimensional (3D) printing market. The potential for light-weighting, increased part complexity, reduced materials waste and labor, and the ability to introduce local changes in materials properties throughout the build have huge implications for how engineers design and manufacture parts. This is a disruptive technology, and many materials challenges remain to be addressed for additive manufacturing to reach its full potential. For example, many additive processes subject the material to rapid solidification with multiple subsequent reheat cycles, and the effects of thermal cycles on materials properties are sometimes unknown and typically do not result in the properties of a similar cast or wrought metal.
Additionally, many additively manufactured parts are built using conventional alloys that have been engineered for cast or wrought processes. In some cases, these alloys are not suitable for additive processing, and problems such as deleterious phases forming during a postbuild stress-relief heat treatment, designed for conventionally treated alloys, may result. As our understanding of the metallurgy of these alloys under innovative and new processing conditions grows, new alloys could be designed that take advantage of the rapid solidification and numerous reheat cycles to promote a materials microstructure that leads to desirable mechanical properties.
A report by the National Academies on integrated computational materials engineering (ICME)1 in 2008 outlined an approach to designing products, the materials they are comprised of, and their associated materials processing methods by linking materials models at multiple length scales. The report highlighted the need for a better understanding of how processes produce materials structures, how those structures give rise to material properties, and how materials can be selected for a given application, describing the need for using multiscale materials modeling to capture the process-structures-properties-performance characteristics of a material. This is especially true in the case of additive manufacturing, where it is almost impossible to model the process without considering solidification, thermal cycling, and materials changes in an integrated fashion.
Computational thermodynamics, specifically CALPHAD (CALculation of PHAse Diagrams),Reference Kaufman and Bernstein2 allows for the prediction of thermodynamic properties and phase stability of an alloy under stable and metastable conditions. The CALPHAD approach can also be extended to model atomic mobilities and diffusivities. By combining thermodynamic and mobility data, kinetic reactions during solidification and subsequent heat-treatment processes can be simulated. Computational thermodynamics and CALPHAD-based tools are important components of an ICME framework. Through the use of such simulations, it is possible to vary alloy compositions and predict optimal solidification processes and solution heat-treatment temperature ranges without performing many time-consuming and costly experiments.
This white paper presents two examples where CALPHAD tools have been applied to understand and solve materials challenges relevant to additive manufacturing.
Improving finite element modeling with CALPHAD data
Engineers use finite element codes to model processes and perform structural analyses to optimize the design of a component. These models require material property inputs. Typically, these values are obtained from a handbook or by physically testing the material. There are limitations to such an approach:
1. Often temperature-independent, and hence constant, values for properties such as heat capacity are employed.
2. The additive manufacturing process imparts compositional and microstructural gradients into the material and, as such, the material is not compositionally the same as cast or wrought material.
3. This approach cannot be used for materials that have been subjected to high cooling rates, where metastable phases could form.
4. This approach is not suited for alloy development, where novel materials would need to be physically tested before simulations can be carried out.
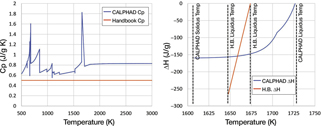
Using the CALPHAD approach, properties such as density, specific heat, and enthalpy can be calculated as a function of composition and temperature. These can then be used in lieu of handbook values to improve finite element models of the additive process. Figure 1 shows two such calculations for specific heat and enthalpy compared with handbook values for a 316 L stainless steel. Smith et al.Reference Smith, Xiong, Yan, Lin, Cheng, Kafka, Wagner, Cao and Liu3 were able to use these values to predict the secondary dendrite arm spacing more accurately in an additive build of 316 L. Improved property data have a large effect on the prediction of the liquid pool shape when using finite element modeling.Reference Teng, Pal, Gong, Zeng, Briggs, Patil and Stucker4

Figure 1. Comparison of handbook (H.B.) values and CALPHAD calculated values of Specific Heat Capacity (Cp) (left) and enthalpy ΔH (right) for a 316 L stainless steel that is recalculated based on information from Reference 3.
Predicting optimal postbuild heat treatments
Additive processes are typically associated with rapid cooling rates and large thermal gradients. This can give rise to (1) high levels of residual stress in the final part, and (2) microsegregation during solidification of each layer, leading to local inhomogeneities in alloy composition. In conventional alloys and manufacturing processes, both of these issues are typically dealt with via an additional heat treatment. In the case of residual stress, a stress-relief heat treatment is applied. In the case of microsegregation, most commonly observed in cast alloys, a homogenization heat treatment is performed to minimize local inhomogeneities.
However, in the case of additive manufacturing, these separate heat treatments are often combined, and stress-relief heat treatments designed for cast or wrought material might not be suitable for additively processed materials for two reasons:
1. The chemical inhomogeneities arising from rapid cooling can influence precipitation behavior, and some deleterious precipitates may precipitate more quickly than expected.
2. The multiple heating cycles of subsequent layers may have started some precipitation reactions, making stress relief more difficult without first homogenizing these precipitates.
Zhang et al.Reference Zhang, Levine, Allen, Stoudt, Lindwall, Lass, Williams, Idell and Campbell5 studied laser powder bed builds of the Inconel Ni-Cr-Mo Alloy 625 and found that after applying an industry-recommended stress-relief temperature postbuild, the deleterious delta phase precipitated in the segregated regions much faster than in the wrought material. They attributed this to increased Nb and Mo concentrations found in the interdendritic regions in the as-built microstructure.
To understand this further, the authors first simulated the extent of this segregation using the Scheil–Gulliver model for solidification in Thermo-Calc Software in conjunction with the diffusion module.Reference Andersson, Helander, Höglund, Shi and Sundman6 They then used the precipitation module to predict the precipitation kinetics of the deleterious delta phase for nominal feedstock compositions, as well as for the compositions measured at dendrite boundaries. Both simulations, shown in Figure 2, predicted that a stable MC carbide forms, followed by some gamma double prime. Delta phase then forms at the expense of the gamma double prime. However, the gamma double prime and delta phase both precipitate more quickly in the segregated interdendritic region because of the increased Nb and Mo concentrations. Delta phase is predicted to start forming after around one hour, compared to 10 hours for the wrought material.
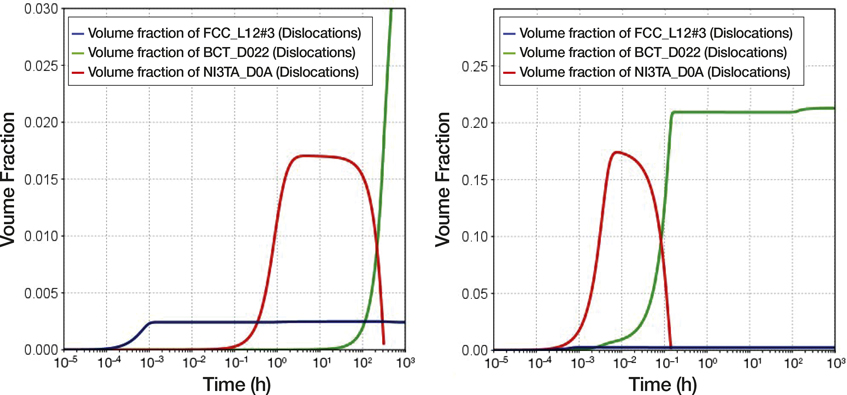
Figure 2. TC-PRISMA precipitation simulations using nominal Inconel 625 powder compositions (left) and segregated compositions measured at the dendrite boundaries (right). Recalculation based on information from Reference 4.
While these calculations provide insight into why the conventional stress-relief heat treatment is not suitable, additional simulations can be used to identify a suitable temperature and time to both homogenize and provide stress relief, while avoiding deleterious phases.
These two examples illustrate the use of computational thermodynamic and kinetic simulations to improve the understanding of phenomena that occur during additive processing, as well as provide better materials data input to finite element analysis models. Currently, many additive builds use existing material and feedstock. CALPHAD will become especially important, as new materials are developed for additive manufacturing where the relevant property data and understanding of materials behavior are not readily available.