

1. Introduction
For industries transitioning to circular economy models, with remanufacturing as an initial step, understanding the current interpretation of the business case is essential. Given that truly circular solutions must be designed for circularity from the onset (European Environment Agency, 2017), this paper highlights key factors analysed within a global heavy vehicle manufacturer. The transition begins at the design stage, where decisions on materials, construction, and component reuse define product lifespan and environmental impact (Reference König, Mörsdorf and VielhaberKönig et al., 2025). Circular economy requires systemic changes beyond resource efficiency and waste recycling. Design for circularity represents a methodological shift from the linear “take–make–dispose” paradigm to strategies such as reuse, repair, remanufacturing, and recycling integrated early in development. Prioritizing material selection, modularity, and disassembly reduces environmental impact and fosters resource efficiency, supporting sustainable and regenerative models (Reference Bocken, De Pauw, Bakker and Van Der GrintenBocken et al., 2016). According to the European Environment Agency (2017), smarter product design, extended lifespans, and redefining product roles are crucial, alongside better knowledge of links between products and business models. The 9R Framework (Reference Potting, Hekkert, Worrell and HanemaaijerPotting et al., 2017) positions remanufacturing as a key strategy for lifetime extension. Manufacturers operate in competitive environments, requiring differentiation for long-term viability (Reference Ataman, Van Heerde and MelaAtaman et al., 2010; Reference Dickson and GinterDickson & Ginter, 1987). Expanding product portfolios through new offerings, such as remanufactured products, has become a strategic approach for several OEMs (Reference Bocken, De Pauw, Bakker and Van Der GrintenBocken et al., 2016).
Reference Ulrich, Eppinger and YangUlrich et al. (2020) defines product development as “the set of activities beginning with the perception of a market opportunity and ending in the production, sale and delivery of a product. Similarly, systems engineering is focused on the process of bringing human-made systems into being, beginning with the definition of need and extending through requirements analysis, functional analysis and allocation, design synthesis, design evaluation and system validation (Reference Blanchard and FabryckyBlanchard et al., 1998). In order to remain profitable and adapt to evolving market dynamics, business models must continually evolve (Reference Zott, Amit and MassaZott et al., 2011). To be competitive, profitability is key and among the top needs also when designing circular systems. Hence, when designing circular systems for profitability, the needs from the entire business model sets the requirements.
Remanufacturing is an industrial process where cores – disposed of, used, or discarded products – are restored to an as-good-as-new condition or better (Reference LundLund, 1984). A remanufacturing process chain includes disassembly, cleaning, inspection, reconditioning and reassembly stages to recover the functionality and value of post-use products. The industrial process is attractive for companies for its environmental benefits and through its capabilities to provide like-new products at lower costs (Reference Atasu, Sarvary and Van WassenhoveAtasu et al., 2008). Remanufacturing is potentially a lucrative business (Reference Bakal and AkcaliBakal & Akcali, 2006) and is recognized as one of the most profitable and environmentally conscious options of the circular economy (Reference Shabanpour and ColledaniShabanpour & Colledani, 2018). Surveys of the U.S. and European manufacturing sector have indicated that remanufacturing contributes both high economic value and additional advantages to the economies involved (Reference Subramoniam, Huisingh and ChinnamSubramoniam et al., 2010). However, remanufacturing also leads to a broad range of new challenges that must be overcome and mastered to gain these benefits (Reference Duberg, Sundin and Kurilova-PalisaitieneDuberg et al., 2024). Remanufacturing suffers from high levels of uncertainty due to quality levels of cores, product type variability, and arrival rates of core acquisition (Reference Östlin, Sundin and BjörkmanÖstlin et al., 2009). Therefore, to reach the benefits, OEMs must carefully design convincing business models that diminish these thresholds (Reference Duberg, Sundin and Kurilova-PalisaitieneDuberg et al., 2024) to secure profitability.
While existing research predominantly examines the environmental benefits of replacing automotive parts with remanufactured alternatives and some explores necessary government subsidies to promote remanufacturing, few studies employ realistic data to assess profitability impacts comprehensively (Reference Lee and LeeLee & Lee, 2024). The research presented in this paper focuses on main barriers to profitability for the remanufacturing business for one large OEM based on interviews of stakeholders in the case company. These barriers serve as requirement analysis for the design of the system. This research contributes to the body of knowledge by investigating main barriers to profitability through the entirety of the remanufacturing business model with the research question formulated as Which are the main barriers to profitability in heavy trucks remanufacturing business?
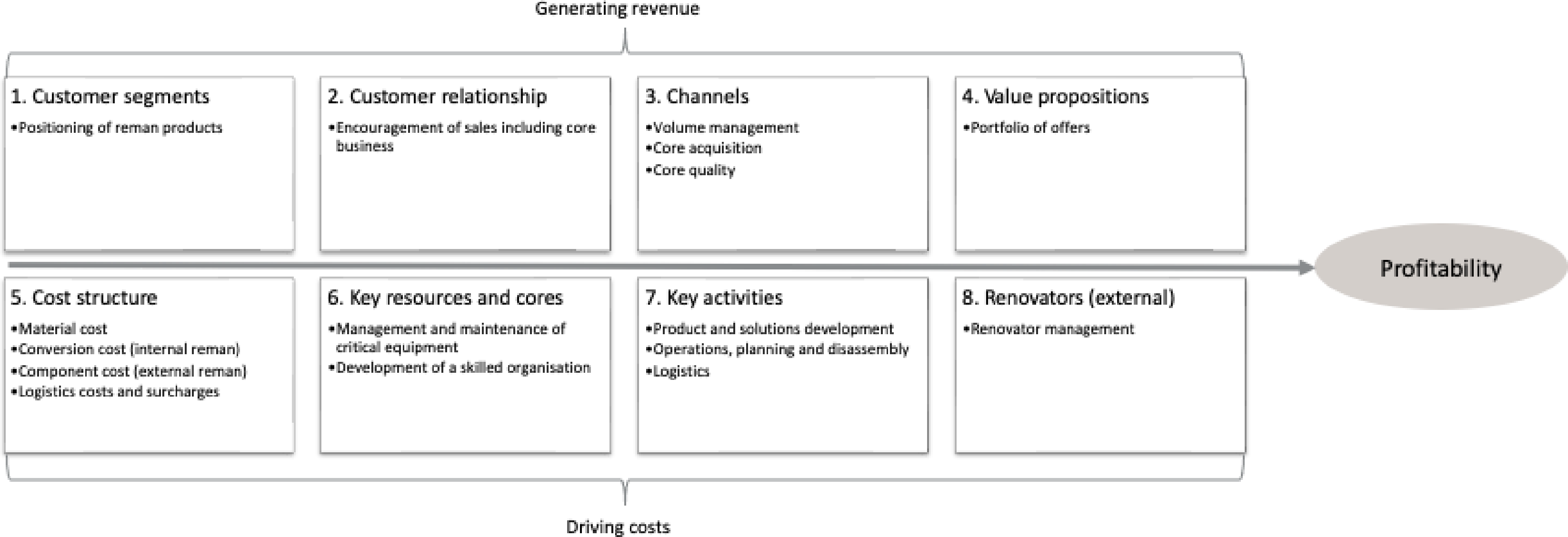
Reuse, repair, redistribution, remanufacture and refurbishment have so far received less attention than waste-related issues, and related strategies are less mature (European Environment Agency, 2017). The design of profitable business models for remanufacturing is essential. However, capturing the entirety of business components for remanufacturing is yet to be seen in the industry (Reference Gunasekara, Gamage and PunchihewaGunasekara et al., 2021). Gunasekara et al propose a remanufacturing business model as described in Figure 1.
Remanufacturing business model with the connection to profitability; after Reference Gunasekara, Gamage and PunchihewaGunasekara et al. (2021)

Figure 1 Long description
A diagram illustrating the remanufacturing business model and its connection to profitability. The diagram is structured into eight key components: Customer segments, Customer relationship, Channels, Value propositions, Cost structure, Key resources and cores, Key activities, and Renovators (external). These components are interconnected to show how they contribute to generating revenue and driving costs, ultimately leading to profitability. Each component is labeled with specific actions or strategies, such as positioning of reman products, encouragement of sales including core business, volume management, portfolio of offers, material cost, management and maintenance of critical equipment, product and solutions development, and renovator management.
The study was performed within a case company, starting with a literature review followed by 26 semi-structured interviews across the value chain. The case company is a global actor in the transport solution business with about 100.000 employees world-wide. Several brands are represented in the portfolio and a variety of vehicles, from excavators to buses and trucks. The company is set up by several organisations who are all interacting on operational level. The company has factories in 18 countries with four main remanufacturing sites. In addition to its production sites, its global industrial operations include several product development centres and several part distribution and logistics centres.
2. Frame of reference
The literature review focused SCOPUS, Web of Science and Access Science data bases for the years 2015-2025. Of 23 papers, seven were considered relevant. The search was limited to the title, abstract and keywords. Table 1 displays the search strings.
Search strings in the literature study with key words; boolean operator and number of papers

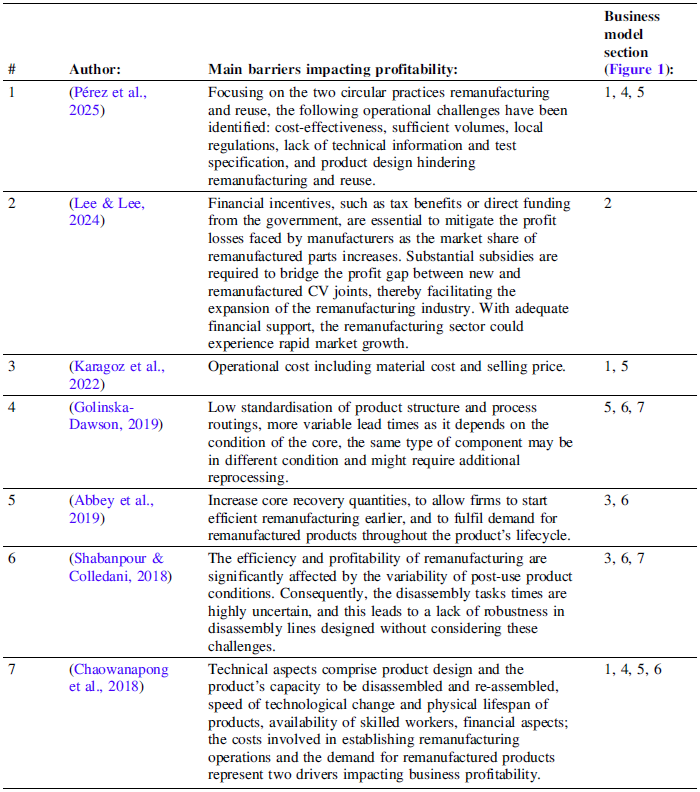
Where titles were considered relevant, abstract and keywords were read and added to the list of papers to be read in full, in total 7. Main criterion for exclusion and inclusion was connection to manufacturing and automotive industry. The main barriers impacting profitability mentioned by each author is stated in Table 2.
Main barriers impacting profitability mentioned by each author

The main barriers to profitability mentioned by each author mapped to the business model in Figure 2.
Main barriers to profitability mentioned by each author mapped into the business model

Figure 2 Long description
A diagram representing the business model for a circular economy in a heavy vehicle manufacturing industry. The diagram is divided into two main sections: generating revenue and driving costs. The generating revenue section includes four components: customer segments, customer relationship, channels, and value propositions. Customer segments focus on the positioning of reman products. Customer relationship emphasizes the encouragement of sales including core business. Channels involve volume management, core acquisition, and core quality. Value propositions highlight the portfolio of offers. The driving costs section includes four components: cost structure, key resources and cores, key activities, and renovators (external). Cost structure addresses material cost, conversion cost (internal reman), component cost (external reman), and logistics costs and surcharges. Key resources and cores involve the management and maintenance of critical equipment and the development of a skilled organization. Key activities include product and solutions development, operations, planning and disassembly, and logistics. Renovators (external) focus on renovator management.
The findings show that the literature is scattered but that main barriers to profitability are cost structure, key resources and cores, key activities and customer segments.
3. Research approach
A literature review was performed as described in Section 2. Empirical data was collected using semi-structured qualitative interviews as it is flexible, yet standardised (Reference Bell, Bryman and HarleyBell et al., 2019). This method allows for unexpected findings to emerge as participants are allowed to speak freely about the specific topic. Moreover, the interviewer has the possibility to adjust the interview depending on how it develops (Reference CarruthersCarruthers, 1990). Twenty-six semi-structured interviews were conducted, with each interview being 30 minutes. Each interview was documented and validated in follow-up sessions of 30 minutes. The notes were coded to the business model framework in Figure 1. Of the 26 respondents, nine were from the sales organisation (SH1-9), five where from functional organisation (SH10-14) and twelve were from the remanufacturing organisation (SH15-26) to get a broad range of perspectives of the business model. The focus of the interviews was to identify the main barriers to profitability for remanufacturing business. Thematic analysis using the business model in Figure 1 was selected as the data analysis method.
4. Results
Across the 26 stakeholders (abbreviated as SH), several recurring themes emerged. Many stakeholders emphasised the potential to review current practices. SH1 and SH2 highlighted that reliance on infill, (meaning procurement of new parts instead of remanufactured parts) has become standard practice, potentially undermining profitability and sustainability. It is important that products qualify as true remanufactured items, to protect the integrity of the remanufacturing model. Questions around competitiveness and efficiency were risen, with SH1 citing the core yard management a potential for further improvement. SH24 reinforced this by calling for a clear understanding of current efficiency levels, suggesting job observations to capture real operational performance where system data is lacking.
Availability emerged as a dominant factor influencing both customer satisfaction and profitability. SH4 and SH5 noted that dealers prioritise availability over price or brand. However, lack of availability can drive excessive infill, which is then sold at remanufacturing prices but incurs higher costs. SH5 also pointed to misaligned price-settings within the business and lack of transparency between sites. These findings underscore the need for improved forecasting, inventory management, and possibly direct shipment models to reduce dependency on infill and optimised cost structures.
Cost structures and pricing mechanisms were recurring concerns. SH8 and SH9 discussed the logistics cost model, noting that multiple handovers in the flow increase costs and that air freight impacts margins. SH6 and SH7 called for increased transparency in internal cost and profit models. SH18 reported an increase in indirect costs due to allocations and IT expenses, further complicating profitability tracking. These observations indicate that unclear pricing strategies and fragmented cost allocations could contribute to profitability gaps, necessitating harmonised and transparent approaches.
Renovator management was repeatedly identified as a critical issue. SH3, SH12, and SH26 emphasised the potential to strengthen both the operational management and long-term strategies for renovators. SH13 and SH22 emphasised the need for digitalization in renovator management to improve efficiency and traceability. SH3 also noted that profitability could be undermined by lack of progress in industrialising new parts, with fixed costs rising when volumes are not consolidated across brands. SH17 reinforced this by highlighting the need for hands-on support at plants and additional support in industrialisation. These findings suggest that clear governance for renovator management and accelerated industrialisation processes is essential for scalability and cost control.
Active portfolio management emerged as another priority. SH12 and SH14 stressed the need to phase out non-performing products, particularly those lacking renovator support or core availability. SH14 and SH15 emphasised the importance to not introduce parts that lack profitability analysis which could lead to increased infill. SH21 and SH22 highlighted challenges in salvage and conversion processes, as well as potentially growing inventories of cores that have not yet been introduced. SH9 expressed that salvage rates and planned core availability must be integrated into profitability planning for new products. These insights point to the need for disciplined portfolio rationalisation and improved core management through digital tools and predictive analytics.
Several stakeholders raised concerns about strategic alignment with emerging technologies and sustainability goals. SH6 and SH7 highlighted the importance of a coherent strategy for zero emission products and SH3 stressed the importance of managing all investments cohesively to avoid fragmented resource allocation. SH23 advocated for working with the entire business model to increase volumes and manage introductions effectively. These insights suggest that aligning remanufacturing strategies with circular economy objectives will be critical for future competitiveness.
A summary of the findings from the interviews are mapped to the business model in Figure 3.
Findings from interviews on main barriers to profitability mapped to the business model

There is strong alignment within the company on which barriers that are important to focus on for profitability. However, the findings show that there are six of eight areas that were considered important, suggesting that there is not a specific part of the business model significantly weaker than the other.
The main findings in this study are:
-
a) From literature: The findings show that the literature is scattered but that main barriers to profitability are cost structure, key resources and cores, key activities and customer segments.
-
b) From empirical study: The findings show that there is strong alignment within the company on which the main barriers are to focus on for profitability. Furthermore, the findings show that there are six of eight areas that were considered important, no area was clearly singled out.
-
c) Comparing literature and empirical data: The findings show that from literature, customer segments and customer relationships are mentioned but the case company did not consider these as main barriers to profitability. The case company selected external partners/renovators as important, but this was not mentioned in the literature. The rest of the areas were mentioned both in literature and by the respondents.
In Figure 4 the findings from the case company and the findings in literature are mapped together.
Findings from the case company and from literature mapped together in the business model

Figure 4 Long description
A diagram of the business model for remanufacturing. The diagram is structured into two main sections: generating revenue and driving costs, with profitability as the ultimate goal. The generating revenue section includes four components: customer segments, customer relationship, channels, and value propositions. Customer segments focus on positioning of reman products. Customer relationship emphasizes encouragement of sales including core business. Channels involve volume management, core acquisition, and core quality. Value propositions highlight a portfolio of offers. The driving costs section includes four components: cost structure, key resources and cores, key activities, and renovators external. Cost structure addresses material cost, conversion cost internal reman, component cost external reman, and logistics costs and surcharges. Key resources and cores involve management and maintenance of critical equipment and development of a skilled organization. Key activities include product and solutions development, operations, planning and disassembly, and logistics. Renovators external focus on renovator management. Arrows indicate the flow and interaction between these components, leading towards profitability.
These findings mean that barriers to profitability in heavy truck remanufacturing exist in many areas of the business model and that the business model categories are influencing each other. For example, it is important to manage the portfolio of remanufacturing offers in order to be able to have efficient operations so the value generating side of the business model is impacting the cost side. This is logical and is the same also in new heavy trucks business. However, the main attention from both literature and empirical studies lies in cost structures, key resources and cores and key activities.
5. Discussion
To answer the research question formulated in the introduction: Which are the main barriers to profitability in heavy trucks remanufacturing business? a case study was designed to add empirical data to the body of knowledge. These barriers serve as requirement analysis for the design of the system.
5.1. Answer to research question
The answer the research question is cost structure, key resources and cores and key activities, rather than the aspects of customer segments and relationships, channels, value propositions and external renovators as defined in Figure 4.
These findings advance the understanding of barriers to profitability for both academy and industry. The managerial implications are that focus should be invested in close management of material costs, conversion costs, components costs and logistic costs. Key resources should also have attention from management and maintenance of critical equipment, cores and development of a skilled organisation. Lastly, key activities efficiency across the value chain should have priority. Even if the literature and empirical data largely supported each other, there were discrepancies. The literature focused more on the customer segments and customer relationships, while the respondents focused more on external renovators. Explanations could be that the case company has a strong customer base with a large interest in remanufactured parts which is why it could be considered less of a barrier. Similarly, the case company could experience an organisational challenge with the external renovators that is not picked up in literature necessarily.
5.1.1. Cost Structure
The cost structure includes material, conversion (internal remanufacturing), component (external remanufacturing), and logistics costs. Material cost is significant, driven by (a) cores that cannot be salvaged due to more wear than expected, requiring urgent replacement of new produced parts (infill), and (b) planned new parts for reman offers as cores are not available in the early life of a product by definition. Both (a) and (b) increase the cost when new material has to be purchased to the price of a new part but sold to a remanufacturing price. Conversion cost (internal remanufacturing) depends largely on value proposition and portfolio complexity; more variants increase cost for production.
Component cost covers outsourced remanufacturing to external partners (“renovators”) and needs to be as systematically managed as new product suppliers. Logistics costs are substantial, as remanufacturing flows share infrastructure with new truck operations, which can lead to sub-optimisation for remanufacturing.
5.1.2. Key resources and cores
Management of key resources include equipment, skilled labour, and cores. Remanufacturing involves disassembly, cleaning, inspection, reconditioning, and reassembly—often manually operated due to a large variant diversity and older equipment inherited from mass production. Management, business and operator skills are critical for both the remanufacturing process in itself and equipment upkeep. Cores are essential to the remanufacturing process: higher reuse reduces costs for both company and customers. Access to cores is established in the relations with customers and the channels set-up to incentivise the sending back of cores from the customers to the case company. It can also be important to not let remanufacturing competitors get access to the cores and protect the business.
5.1.3. Key activities
Management of key activities span the entire value chain: product introduction, solution development, operations, planning, disassembly, logistics and product phase out. The organisational capability across the entire life cycle is key to profitability and involves many stakeholders together with a highly manual process, with aged equipment including information systems. Other complexities are for example that reman offers should ideally be industrialised at product launch, but initial lack of cores creates a built-in latency, mitigated by buying or producing new parts (infill) which raises material and/or conversion costs. Plants must handle all variants for 20+ years across brands, adding complexity. Core variability can trigger emergency actions, impacting operational efficiency. Compared to a more highly invested new sales business, remanufacturing has to manage the business more frugally even though it has more complexity.
5.2. Design implications
As stated in the introduction; in order to remain profitable and adapt to evolving market dynamics, business models must continually evolve (Reference Zott, Amit and MassaZott et al., 2011). To be competitive, profitability is key and among the top needs also when designing circular systems. Hence, when designing circular systems for profitability, the needs from the entire business model sets the requirements. This study has identified three areas that strongly impacts profitability: cost structure, key resources and cores and key activities. As this study has shown, the parts in the business model influence each other to a large extent. Reference Ulrich, Eppinger and YangUlrich et al. (2020) state that one major challenge of the product development process is to transfer a tremendous amount of information and knowledge within and between development teams, and when a addressing a full business model, a more sophisticated and consolidated systems engineering approach could be useful. A large part of the focus of system engineering is to mitigate complexity and risk (Reference StevensStevens, 1998). Systems engineering is a structured, multi-disciplinary engineering approach for the development of complex technical systems, targeting a cross-disciplinary optimum within a given time frame and budget.
The handbook of INCOSE (2020) visualises how the needs of the business can be transferred to requirements across the business model in Figure 5. The identified needs on cost structure, key resources and cores and key activities can then be transformed into requirements of the system.
Transformation of needs into requirements; adapted from INCOSE Handbook (2015)

Concept of Operations (ConOps) refers to the intended function of an enterprise and describes how the system works. The method was introduced by Reference Fairley and ThayerFairley and Thayer (1997) as a bridge from operational requirements to technical specifications. The key task in the development of a ConOps is the allocation of functions and stakeholder requirements to elements of the proposed system on a high level. ConOps documents have been developed in many domains, such as the military, health care, traffic control, space exploration and financial services, as well as various industries such as nuclear power, pharmaceuticals and medicine, but is less established in business model design. The document is a user-oriented document that describes a system’s operational characteristics. It is used to communicate overall quantitative and qualitative system characteristics among the main stakeholders. ConOps can be considered as a transitional design artefact that plays a role in the requirements specification during the early stages of the design and involves various stakeholders (Reference Kaasinen, Anttila, Heikkilä, Laarni, Koskinen and VäätänenKaasinen et al., 2022; Reference Madni and OrellanaMadni & Orellana, 2018). It supports both the dynamic nature of the overall system and co-design and development activities with relevant stakeholders. When completed, the ConOps can be presented with different levels of detail so that, by zooming in and out of the hierarchy, different elements of the system come into focus, and is a boundary object promoting communication and knowledge sharing.
To have a cross-organisationally co-designed visual representation of the business model would support an aligned understanding of both the cost structure but also the cost drivers of the spectrum of offered products. It would also gain a clear view on which the key resources are in the business model and amplify the importance of core control and management. Finally, the barriers to inefficiency of key activities would be highlighted so that they can be designed in a mor efficient way.
The paradox is that the higher the ambition, the larger potential, but also the larger the barrier. No single company alone can manage such transformation, since it requires alignment with the value chain, including customers and markets, but also regulative bodies, standards, and even societal values. In the end, there needs to be a transformation of values in society and in the markets.
5.3. Limitations
There are several limitations to this study. First, the literature with the search strings generated a small number of articles and several were excluded based on relevance. This could mean that there is an academic gap but also that not enough exploration was performed by the researchers. Secondly, even if all stakeholders were represented in the interviews this is still a small study within one company.
In this study, the product is already defined and produced, so the solution is constrained. Products not designed to be remanufactured are not likely to offer large positive business cases alone. The product needs to be designed with the intent to be remanufactured, which it is today to a certain extent but there is more potential. Industry is in a transition phase where the prevailing linear economy, trimmed in efficiency to produce and sell, may be in direct conflict with a more immature remanufacturing approach. Machines, supplier networks, remanufacturing flow etc differ from linear production and investments today are of less marginal and low volume compared to the new truck business.
6. Conclusion and future research
Design for remanufacturability will be more and more important for industry supporting the transition to design for circularity and further design for sustainability. As an important input to design of remanufacturability, this study contributes to a deeper understanding of the barriers to profitability in remanufacturing by bridging insights from literature with empirical evidence from a case company. The alignment between theoretical and practical perspectives on several key areas underscores the relevance of existing frameworks, while the observed discrepancies—particularly regarding customer-related factors and external partnerships—highlight the need for continued exploration. The strong internal consensus within the case company, coupled with the absence of clear prioritisation, suggests that strategic clarity remains a challenge in practice. Systems engineering approaches are recommended to overcome the barriers for a more profitable remanufacturing business model and Concept of Operations could be a specific method to apply to address the main barriers of cost structure, key resources and cores and key activities.
The findings of this study highlight several avenues for future research. First, the discrepancy between literature and empirical data regarding customer segments and relationships/renovators suggests a need to further investigate the role these elements play in profitability, particularly in contexts where they are deprioritised by practitioners. Second, the identification of external partners and renovators as key barriers by the case company—despite their absence in the literature—indicates a gap that future studies should address, potentially by exploring the strategic influence of partnerships on business model performance. Third, further research in the success of applying systems engineering methods also in business model development would be highly relevant. Finally, future research should aim to integrate theoretical frameworks with empirical insights, refining existing models to better reflect the realities of business practice.






 Open access
Open access