

1. Introduction
As opposed to the traditional take-make-use-dispose linear economy, the Circular Economy (CE) promotes sustainable development by establishing resource-efficient economic systems (Reference Geissdoerfer, Savaget, Bocken and HultinkGeissdoerfer et al., 2017). CE stands as an umbrella concept, including different strategies to decouple value and resource consumption (Reference Blomsma, Pieroni, Kravchenko, Pigosso, Hildenbrand, Kristinsdottir, Kristoffersen, Shabazi, Nielsen, Jönbrink, Li, Wiik and McAlooneBlomsma et al., 2019), from recycling to recover raw material, to repair, refurbish and remanufacturing. The different CE strategies differ in their potential to retain the value embedded in used products (Reference Kravchenko, McAloone and PigossoKravchenko et al., 2020). Remanufacturing stands out as the one with the highest potential for life extension and value retention (Reference Kurilova-Palisaitiene, Sundin and SakaoKurilova-Palisaitiene et al., 2023; Reference Nasr, Russell, Bringezu, Hellweg, Hilton, Kreiss and von GriesNasr et al., 2018).
Remanufacturing is an industrial process in which worn-out products, also referred to as cores, are restored to like-new condition by going through steps like cleaning, inspecting, storing, disassembling, reprocessing, reassembling and testing (Reference LundLund, 1984; Reference SundinSundin, 2018). Remanufacturing is often performed by three main actors: original equipment manufacturers/remanufacturers (OEM/OER) who remanufacture their own products, independent remanufacturers (IR) who have their own remanufacturing process of products from different OEM, with little or no interaction with them, and contracted remanufacturers (CR) who remanufacture on behalf of OEM. One of the key aspects of remanufacturing is the use of cores, which necessitates the implementation of reverse logistics systems to retrieve them.
Some industries, such as heavy-duty off-road (HDOR) equipment, automotive or printing, have adopted remanufacturing as an essential part of their business models (BM) over forty years ago, as a competitive strategy for cost reduction, brand protection for OEM, and environmental performance improvement (Reference SundinSundin, 2018). Nevertheless, whereas a lot of companies have initiated programs and pilots to introduce remanufacturing (Reference Sundin, Sakao, Lindahl, Kao, Joungerious and IjomahSundin et al., 2016), only a few have managed to sustain and scale their remanufacturing businesses. Indeed, challenges arise when remanufacturing is not thought of from the design phase, such as value recoverability for products with complicated geometry, contaminations, lack of identification, products life shortened due to rapid evolution of technology, obsolescence, lack of preventive maintenance and durability, as well as low value addition due to initial low quality products, high number of variants and long remanufacturing processes (Reference Hilton and ThurstonHilton & Thurston, 2019).
Design for Remanufacturing (DfRem), defined as a combination of design processes whereby an item is designed to facilitate remanufacturing (Reference Hilton, Nichols, Zelinger and ThurstonHilton et al., 2025), is a holistic approach to tackle these challenges through design (Reference Seitz and WellsSeitz & Wells, 2006). By considering efficiency, effectiveness, profitability and end-of-life processing (Reference Hatcher, Ijomah and WindmillHatcher et al., 2013), DfRem key principles aim to create, preserve and recover value (Reference Hilton and ThurstonHilton & Thurston, 2019).
While DfRem clearly defines the link between design and remanufacturing processes (Reference Sundin and BrasSundin & Bras, 2005), and increasingly with reverse logistics (Reference Zhang, Zou, Feng, Wang and YanZhang et al., 2022), the connection with business modelling is still rare, which limits the great potential to enhance the environmental and economic benefits of remanufacturing. To address this research gap, this paper investigates and discusses the impact of design decisions on remanufacturing business models.
2. Research methodology
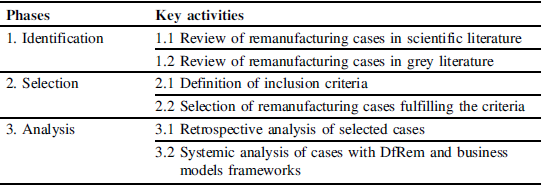
This section provides the research methodology followed during this study, which comprised three steps: identification, selection, and analysis of successful remanufacturing cases (Table 1). In addition to a retrospective analysis, key frameworks defining DfRem and Circular Economy Business Models (CEBM) (Reference Pieroni, McAloone and PigossoPieroni et al., 2019, Reference Pieroni, Jensen, Pigosso and McAloone2020, Reference Pieroni, McAloone and Pigosso2021) were employed for the systematic analysis of the cases.
Overall research process

2.1. Identification and selection of remanufacturing cases
To complement scientific literature findings, grey literature (Reference Adams, Smart and HuffAdams et al., 2017) was also investigated to include a wider range of cases with more practical and recent insights alongside more diverse perspectives. These two sources of literature have been reviewed as follows:
-
• Scientific literature: Scientific databases Scopus and Web of Science were used to search for articles, reviews, conference papers and book chapters, through focused search strings (i.e., TITLE(remanufactur* AND case*)).
-
• Grey literature: Reports from the European Remanufacturing Network (Reference Sundin, Sakao, Lindahl, Kao, Joungerious and IjomahSundin et al., 2016) or projects and partners of the Remanufacturing Industries Council were a starting point. Snowballing through reports, brochures, and websites of remanufacturing companies allowed to collect more information on cases.
This resulted in the identification of 220 remanufacturing cases. Cases were selected based on the following inclusion criteria: (1) The case is about an operational and ongoing remanufacturing business in a company; (2) Remanufacturing is defined as an industrial process in which worn-out products, also referred to as cores, are restored to like-new condition by going through steps like cleaning, inspecting, storing, disassembling, reprocessing, reassembling and testing; (3) The case describes design activities in relation to the remanufacturing process; (4) The case describes business model elements in relation to the remanufacturing process.
To mitigate the potential bias from the grey literature (Reference Adams, Smart and HuffAdams et al., 2017) and to deepen the level of detail of cases, scientific and grey sources were cross-referenced when possible. Many of the identified cases used the term remanufacturing to describe other circular strategies such as reuse, repair or refurbishment. These cases were therefore not included and led to the application of selection criterion (2). Numerous cases in the scientific literature also focused on products rather than companies, and both grey and academic sources tended to give only limited attention to design activities, mentioning them mainly alongside reverse logistics or business models. Taking these issues into account, only a small number of cases could be included despite the large pool initially identified.
In total, four cases were selected for further investigation in this study. Selected cases were characterised based on the following characteristics: (1) Actor (OER, IR and/or CR); (2) Company size (Large, Medium, Small); (3) Location of remanufacturing facilities and/or headquarters; (4) Sector of activity; (5) Type of products remanufactured; and (6) Target customer segments. An overview of the four selected case studies is presented in Table 2.
Overview of the remanufacturing company cases

Company A is specialised in the production of rolling bearings, seals, lubrication and maintenance products for the industrial machinery, automotive, aerospace, rail and renewable energy sectors. It has over 25 years of experience in remanufacturing a wide range of bearings from its own brand, but also from other major brands. They developed a global remanufacturing network of over 20 service centres (Reference Desyanti and ArvitridaDesyanti et al., 2025). Remanufacturing is seen as beneficial in terms of carbon footprint reduction compared to new products and life-cycle costs ( New. Again. – Remanufacturing by SKF | SKF, n.d.).
Company B is a market leader in office furniture design and manufacture for corporate, education, hospitality and public sector (Reference Jensen, Prendeville, Bocken and PeckJensen et al., 2019). The company is known for its strong commitment to sustainable design (Reference Prendeville, O’Connor, Bocken and BakkerPrendeville et al., 2017) and more recently, remanufacturing with dedicated facilities in Wales. The benefits of remanufacturing their own products have been seen in its environmental impact as well as in the financial opportunity to save costs linked to materials ( Motivation for Remanufacturing, n.d.). The remanufactured product line includes a selection of task and soft seating chairs ( Remade by Orangebox by Orangebox Ltd – Issuu, n.d.).
Company C is a leader in office printing solutions, including printers, scanners, and photocopiers, as well as supplies and consumables. Company C has developed remanufacturing of their own photocopiers, printers and toner cartridges since the late 1980s in a network of remanufacturing facilities around the world. This allowed the company to save costs on raw materials and waste disposal, as well as to develop its brand image as environmentally conscious (Reference Kerr and RyanKerr & Ryan, 2001). Company C has made remanufacturing a long-term strategy for its products from the design phase to aligned business models, allowing it to create multi-life products in the most efficient way (Reference King, Barker and CosgroveKing et al., 2007).
Company D is a global leader in manufacturing and supply of modular robotics systems for industrial applications. Operating worldwide, the company provides innovative and tailored services to their customers, such as spare parts provision, training on products and processes, replacements and remanufacturing. The company has initiated remanufacturing of their own robots and arms in the 1990s in the US and later expanded in Europe and the rest of the world in dedicated centres.
2.2. Analysis of selected cases
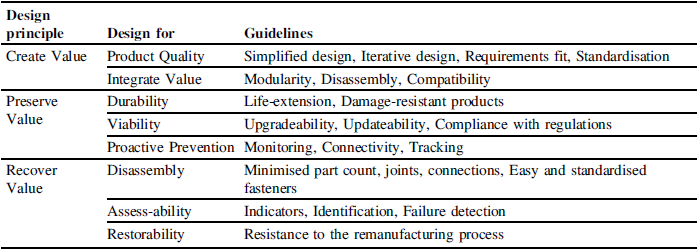
The selected cases were further analysed from two complementary perspectives: DfRem and CEBM. DfRem can be used in companies implementing, scaling or strengthening their remanufacturing process, through a range of principles, guidelines, tools and methods. Design activities at the selected case companies were categorised along the principles, activities and relevant guidelines in DfRem (Reference Hilton and ThurstonHilton & Thurston, 2019) presented below (Table 3).
The four cases were described in terms of the design activities for remanufacturing they perform, the results of those activities, and whether they serve as enablers or barriers in their business activities. To make the link with their business models, the identified barriers and enablers of design activities were subsequently linked to CEBM patterns and configuration options (CO), based on the work of Pieroni (Reference Pieroni, McAloone and PigossoPieroni et al., 2019, Reference Pieroni, Jensen, Pigosso and McAloone2020, Reference Pieroni, McAloone and Pigosso2021).
BMs are key to the execution of CE strategies in companies, such as remanufacturing, to ensure resource-effective and efficient economic systems, and overcome challenges such as customers’ preferences, regulatory restrictions or lack of infrastructure. BM patterns, defined as combinations of configuration options which repeatedly occur in successful BM (Reference Amshoff, Dülme, Echterfeld and GausemeierAmshoff et al., 2015) allow to identify and implement context-specific best practices in BM innovation. As remanufacturing stands as one of the CE strategies, and since BM patterns specific to remanufacturing could not be found in the literature, remanufacturing business models were then analysed through the larger scope of CEBM, using patterns and CO developed from CEBM cases (Reference Pieroni, McAloone and PigossoPieroni et al., 2021).
Principles, targets and guidelines in DfRem (adapted from Reference Hilton and ThurstonHilton & Thurston, 2019)

3. Design barriers and enablers in remanufacturing business models
The findings of barriers and enablers for DfRem identified from the remanufacturing cases, as well as their links with CEBM patterns and CO have been gathered and presented in Table 4. The more interpretive links are marked with an asterisk (*). They are further discussed in each of the companies and in a cross-analysis to identify recurrent enablers and barriers.
Company A marks their products with data matrix codes to store information on their use time, storage location, inspections and maintenance history (Reference Kurilova-Palisaitiene, Sundin and Sakao Data Matrix Code | SKF, n.d.). The data is accessible to customers by scanning the codes with an authentication app. It provides them with additional service for tracking their bearings throughout their lifecycle. This is complemented by the company’s predictive maintenance service based on expert and root cause failure analysis, designed to detect and prevent early and recurrent damage, and plan for the best time for remanufacturing. The company also designed their remanufacturing offer for more durable products with upgrading options to bring bearings to even higher standards with new coatings, lubricants or sealing solutions (Reference Kurilova-Palisaitiene, Sundin and Sakao New. Again. – Remanufacturing by SKF | SKF, n.d.). By designing tracking and analysis features as well as life-extension options, the company provide data-driven services, enhancing the efficiency of their remanufactured products and the value perceived by their customers. However, the ‘next-life’ nature of their remanufactured products is still a barrier to attracting new customers in new markets because of customers’ perception of lower quality of remanufacturing products (Reference Desyanti and ArvitridaDesyanti et al., 2025).
Design barriers and enablers, and linked CEBM patterns and CO

Table 4 Long description
A table with four columns and multiple rows. The columns are labeled Co., Design for, Means, Enablers (E) & Barriers (B), Patterns (P) & CO, and Rec. The table compares various design aspects, means, enablers and barriers, and their linked CEBM patterns and CO. Row 1: Co., A, Design for, Assessability, Means, Data matrix codes; Authentication app, Enablers (E) & Barriers (B), Tracking remanufactured products through their life cycle (E), Patterns (P) & CO, Data-driven services for efficiency management of maintenance or operations of products (P), Rec.,. Row 2: Co., A, Design for, Proactive Prevention, Means, Predictive maintenance; Root cause failure analysis, Enablers (E) & Barriers (B), Monitoring and assessing early damages and planning for multiple remanufacturing cycles (E), Patterns (P) & CO, Data-driven services for efficiency management of maintenance or operations of products (P), Rec.,. Row 3: Co., A, Design for, Viability; Durability, Means, Upgradeability, Enablers (E) & Barriers (B), Improving bearings with extra coating, lubricant, or sealing solutions (E), Patterns (P) & CO, Service and support network or team for life-extension activities (e.g. upgrading, packaging for moving, refurbishing/retrofitting) (P), Rec., C. Row 4: Co., A, Design for, Durability, Means, -, Enablers (E) & Barriers (B), Customer perception of lower quality of remanufactured products (B), Patterns (P) & CO, Sales of products as next-life (e.g., refurbished or remanufactured) (P), Rec.,. Row 5: Co., B, Design for, Disassembly, Means, Low part counts; Quick and easy fasteners, Enablers (E) & Barriers (B), Improving disassembly process (E); High capital investment in design process (B), Patterns (P) & CO, Own remanufacturing operation (P); Design for easy to remanufacture, assembly, disassembly and end-of-life processing (CO), Rec., C. Row 6: Co., B, Design for, Product Quality, Means, Dematerialisation, Enablers (E) & Barriers (B), Lowering quantity of materials (E); Higher quantity of virgin materials (B), Patterns (P) & CO, -, Rec.,. Row 7: Co., B, Design for, Integrate Value; Disassembly, Means, Reduced packaging size, Enablers (E) & Barriers (B), Lowering delivery and take-back costs (E), Patterns (P) & CO, Transportation and sorting processes of products (CO), Rec.,. Row 8: Co., C, Design for, Integrate Value, Means, Standardisation, Enablers (E) & Barriers (B), Cost savings across a number of variants (E); Higher cost on a single product strategy (B), Patterns (P) & CO, Design for simplicity, repairability, upgradeability, and emotional and technical durability in design (CO)*, Rec.,. Row 9: Co., C, Design for, Disassembly, Means, -, Enablers (E) & Barriers (B), Cost savings and efficiency in remanufacturing process (E), Patterns (P) & CO, Own remanufacturing operation (P); Design for easy to remanufacture, assembly, disassembly and end-of-life processing (CO), Rec., B. Row 10: Co., C, Design for, Integrate Value; Viability, Means, Long-life modular platforms, Enablers (E) & Barriers (B), Incremental improvements (E); Maintaining saleability of otherwise outdated equipment (E); Reduced stock levels required to service remanufacturing (E); Legislations compliance of used components that are less energy efficient than new ones (B), Patterns (P) & CO, Design for long-life (CO); Design for simplicity, repairability, upgradeability, and emotional and technical durability in design (CO), Rec., D. Row 11: Co., C, Design for, Viability, Means, Upgradeability, Enablers (E) & Barriers (B), Upgrading to the latest technologies (fuser, toner) (E), Patterns (P) & CO, Service and support network or team for life-extension activities (e.g. upgrading, packaging for moving, refurbishing/retrofitting) (P), Rec., A. Row 12: Co., D, Design for, Integrate Value, Means, Modular system, Enablers (E) & Barriers (B), Remanufacturing only parts of the robots when needed (arms) (E), Patterns (P) & CO, Service and support network or team for life-extension activities (e.g. upgrading, packaging for moving, refurbishing/retrofitting) (P)*, Rec., C. Row 13: Co., D, Design for, Viability, Means, Through life care service, Enablers (E) & Barriers (B), Keeping robots running through their entire lifecycle (E); Fast pace of technology development results in earlier obsolescence of electronic parts (B), Patterns (P) & CO, Products with through-life care services (P), Rec.,.
Company B has invested in new designs for their products, to be easily disassembled during the remanufacturing process, by lowering part counts and using easy fasteners. While these design improvements actually enabled better disassembly and a more efficient remanufacturing process, facilitating value creation in remanufacturing, the capital invested has hardly been regained (Reference Jensen, Prendeville, Bocken and PeckJensen et al., 2019; Motivation for Remanufacturing, n.d.). This shows the need for business models to be adapted to design strategies to ensure the viability and profitability of such design-related decisions. Their newest task chair is also designed to be packed in around half the volume as a regular chair, enabling lower costs and carbon footprint in delivery and take-back systems, further optimising the existing reverse logistics system implemented for core collection ( Do Better Brochure by Orangebox Ltd – Issuu, n.d.). This shows how product design for remanufacturing can both benefit reverse logistics systems and business models. Finally, product quality embedded in simplified design through dematerialisation to optimise resources has also been implemented in the remanufactured product line, providing the same functionalities with less material ( Remade by Orangebox by Orangebox Ltd – Issuu, n.d.). However, to deliver the same specifications, the dematerialised parts tend to use more virgin materials (Reference Prendeville, O’Connor, Bocken and BakkerPrendeville et al., 2017), which could lead to higher overall costs of materials. Such trade-offs also need to be assessed from a business perspective to ensure the viability of the design implementations.
The core strategy of Company C is to design their products as long-life modular platforms, allowing for incremental improvements, maintaining the saleability of previous generations of products and limiting stocks required for performing remanufacturing. Their overall design for disassembly and inspection has been part of the company’s success in remanufacturing by delivering greater savings than products not designed for it. However, such long-term strategies can be hindered by evolving regulations that would favour the use of new and more efficient components (Reference King, Barker and CosgroveKing et al., 2007). This calls for more consideration of legislation and policies, as well as flexibility and adaptability in business models to support such long-term design strategies in fast-changing environments. Other design strategies include standardisation of parts, allowing for savings on materials, on the condition of using them parts in a certain extent of products to regain capital investments (Reference SundinSundin, 2018), and options for upgradeability to the latest technologies (Reference King, Barker and CosgroveKing et al., 2007).
Company D’s products are designed for modularity, allowing for parts to be replaced during the lifecycle or to be remanufactured as a sub-system of the whole solution. This enables a cost-efficient remanufacturing process. Moreover, Company D provides a through-life care service with their robots to keep them running through their entire lifecycle. However, the fast pace of technology development in robotics and the high quantity of electronic components, prone to faster obsolescence, affects the company in the sourcing of cores and the reduced lifetime of their products (Reference Melander and LingegårdMelander & Lingegård, 2018), hindering the longevity of their products.
Similarities and differences in design principles, the means to achieve them, their outcomes and links to business models can be observed in the cases. Integrating value through modularity was implemented at both companies C and D for robotic systems and photocopiers. Indeed, both products are long-life, complex, technological systems that include a large amount of mechanical and electronic components. Modularity allows for both easier replacement of parts in remanufacturing, making a more efficient remanufacturing process and allowing for better or new maintenance and repair services provided to customers. Modularity is also seen (Company D) and used (Company C) in both companies as an opportunity to face a similar barrier of technology evolution by upgrading remanufactured products to the latest technologies. However, the saleability of such technological long-life products can be limited over time due to the evolution of regulations and requirements to use more efficient new components, compared to used remanufactured ones. Another recurrent design option seen in the cases was to design for viability through the upgradeability of remanufactured products, at two of the largest companies (A and C). Even though products offered are not similar, this option supports the provision of service and support network or team for life-extension activities, which is already a common business model pattern in CEBM. Moreover, high capital investments in the implementation of design strategies, such as ease of disassembly or standardisation, are recurrent barriers, seen in companies B and C. While Company C is a well-established multinational and can rely on other revenue streams, smaller companies (less than 500 employees) like Company A need to focus their attention on the viability and profitability of such design strategies, as they can be critical for their business.
4. Discussion
Remanufacturing is increasingly adopted by OEM that see it as an opportunity to expand and strengthen their business. As shown in the four cases analysed in this study, companies typically transition into remanufacturing rather than starting out with it. Their existing design, manufacturing and sales processes must then be adapted, often retaining features that were not originally developed with remanufacturing in mind. For instance, Company B has always had a strong commitment to sustainability and has explored through research and development, prior to its remanufacturing venture, ecodesign in its products. Ecodesign was the motivation behind the design of low part counts and ease of disassembly of products. While this was not intended to specifically facilitate remanufacturing, it indirectly did, as explained in the previous section. Other examples in the cases can be found for both companies A and C. Their options for upgrading products in remanufacturing would also work for new, refurbished, repaired or reused products. Whether or not these features were intended specifically for remanufacturing could not be determined, but they proved to be enablers for remanufacturing business models by enhancing value creation and delivery.
Nevertheless, unintentional barriers may arise from both existing design characteristics and designs developed for other strategies. While the enablers identified in this paper can be linked to DfRem, it is important to distinguish between design choices that are intentionally made for remanufacturing and those inherited from earlier processes that nonetheless support remanufacturing in businesses transitioning towards it. A broader examination of design practices, beyond those aimed specifically at remanufacturing, could therefore help identify additional barriers and enablers relevant to remanufacturing business models.
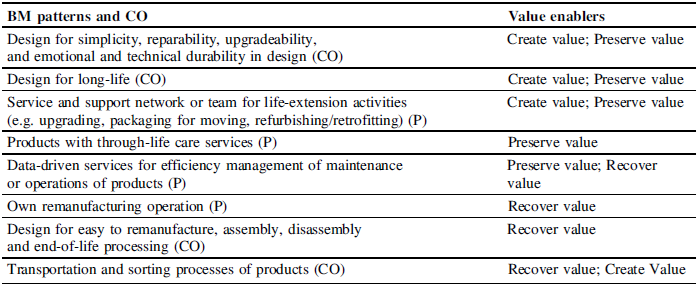
The design strategies for remanufacturing identified across the cases seem to enable remanufacturing business models by improving remanufacturing processes in more efficient and cost-effective ways, as well as providing new and innovative services for customers. While some enablers and barriers could be linked back to CEBM patterns (e.g., upgradeability enabling service and support network or team for life-extension activities at companies A and C), some others would fit more specific CO (e.g., modularity enabling design for long-life at Company C), and some others could not be linked to any relevant ones (e.g., dematerialisation for reduced material consumption at Company B). In this context, it’s worth noting how the linked BM patterns and CO enable value creation, preservation and recovery, as presented in Table 5.
BM patterns and CO value enablers

Nevertheless, more exploration between DfRem and remanufacturing business models is required. A better understanding of the synergy between design practices and business model implications would allow companies implementing or scaling remanufacturing to anticipate potential barriers, as well as to gain better knowledge of best practices and enablers to take advantage of. Furthermore, a more detailed understanding of specific remanufacturing business models, mechanisms, patterns and CO is required. Although current CEBM patterns offer an initial link to design for remanufacturing, there is clear potential to refine and expand these patterns, so they reflect the mechanisms, configuration options and dynamics unique to remanufacturing.
5. Conclusion
This paper investigated how Design for Remanufacturing influences business models by analysing a set of remanufacturing cases. The findings show a consistent link between design for remanufacturing and enhanced value creation and service offerings within business models. Design for modularity emerges as a key enabler for remanufacturing long-life technological products, although the longevity of these products can be constrained by rapidly evolving technologies and regulations. Product upgradeability is also a recurring feature that supports life-extension services, which are already well established in circular business models. At the same time, the capital investment required to implement Design for Remanufacturing remains a significant barrier that must be accounted for in business model development to ensure long-term viability.
Overall, this paper provides an initial step towards strengthening the connection between design and business models in remanufacturing in order to better realise remanufacturing’s potential for value retention. Further work should build on these findings by examining additional design-focused cases in contemporary remanufacturing practice and by developing remanufacturing-specific business model patterns that more clearly integrate Design for Remanufacturing. Identifying recurring patterns across such cases would support stronger generalisation of the findings, supplemented by new empirical case studies with remanufacturing companies.
Acknowledgement
We would like to acknowledge the Danish Industry Foundation for their support of the work behind this publication (reManuFactory, grant number: 2024-0649). Views and opinions expressed are however those of the author(s) only and do not necessarily reflect those of the Danish Industry Foundation.



 Open access
Open access