


Introduction
Architecture and the construction industry face increasing pressure to transform their material practices in response to the ubiquitous ecological challenges of climate change. Still accounting for over one-third of global carbon emissions, the sector plays a central role in resource depletion and ecological disruption (UNEP 2022). This report by the United Nations urges architects to fundamentally rethink the way they design, manufacture, and construct our built environment. Responding to this call, researchers and practitioners around the world are exploring alternative materials (Ahmad et al. Reference Ahmad, McCormack and Byrne2025), inventive digital fabrication methods (Gramazio and Kohler Reference Gramazio and Kohler2014), and material-oriented design strategies (Birkeland Reference Birkeland2012; Brownell Reference Brownell2012) to make architectural production more sustainable and resilient (Belling et al. Reference Belling, Brandić Lipińska, van Ellen, Nerlich, Rothschild and Maurer2023; Dade-Robertson Reference Dade-Robertson2022).
Historically, the advent of innovative construction methods and novel materials stand at the forefront of such disruptive shifts in architecture. The emergence of new building materials during the Industrial Revolution, such as iron, steel, or sheet glass, led to major architectural innovation. Moreover, it has profoundly altered our understanding of the building envelope and brought forth new building typologies, such as the glass house, enabled by skeletal steel-frame constructions with extensive glazing, manifested in Joseph Paxton’s famous Crystal Palace. About half a century later, advances in reinforced concrete technology revived domed architecture through typologies such as large multipurpose halls, exemplified by Max Berg’s well-known Centennial Hall in Wrocław, before reinforced concrete became the central material system of modern architecture, with Le Corbusier as its most influential advocate.
Today, architecture faces the challenge of counteracting the carbon-intensive legacy of material development with ingenuity and efficiency, working towards a more climate-conscious built environment (Thomsen et al. Reference Thomsen, Ratti and Tamke2023). Additive manufacturing (AM), and more specifically large-scale, extrusion-based 3D printing, has emerged as a promising platform to drive such a transformation through its unique capacity for customization, material efficiency, and process adaptability. However, similar to the aforementioned paradigm-shifting materials systems and construction technologies, AM necessitates rethinking established architectural and construction practices.
To allow AM to make a significant contribution to this transformation of architectural production, we need to learn how to design for 3D printing on an architectural scale. Heywood (Reference Heywood2025) together with Henning Larsen Architects, offer with their Design Catalogue for 3D Printing (Concrete) a selection of design solutions for common architectural components, reimagined according to additive design principles. Grigoriadis and Lee (Reference Grigoriadis and Lee2024) showcase with their Construction and Design Manual: 3D Printing and Material Extrusion in Architecture, an extensive selection of large-scale, 3D printed case study projects that covers the full bandwidth of building materials. The compendium publication demonstrates that the AM industry has rapidly matured for conventional building materials such as concrete, metals, and plastics, thereby already contributing to a more efficient architectural production.
Yet, in order to make a significant contribution beyond pure efficiency, AM must leverage its versatility and evolve from established, carbon-intensive building materials to renewable and carbon-sequestering materials. However, the adoption of biodegradable and sustainable alternative materials in AM poses significant challenges and is therefore still limited to this day. Such eco-friendly, 3D-printable biomaterials as starch- or cellulose-bound paste materials with various plant fiber aggregates are still largely confined to academic research and prototyping, due in part to limitations in structural performance, scalability, and long-term durability. This discrepancy between great potential and few to no practical applications in the built environment highlights a critical research gap within the field of biomaterial fabrication, as Ikeda et al. (Reference Ikeda, Jones, Kalantar and Schofield2025) critically address in their question “Pioneering biomaterials: How do we converge industry and academia?” in this very journal. With their concise and stimulating question, they challenge researchers to investigate “how the field of biomaterials can craft the future of the built environment” (Ikeda et al. Reference Ikeda, Jones, Kalantar and Schofield2025, 1).
Preview of the articles structure
In response to this call, the article continues by situating the research interest of scaling up 3D printing biomaterials within the current material landscape of AM by assessing how different material classes are technologically developed and practically applied in architectural-scale 3D printing. It takes a closer look at the current role of biomaterials in AM and provides a glimpse into the emerging field of multi-material additive manufacturing (MMAM), before the contextual review leads to the formulation of the research questions and objectives, followed by a concise hypothesis.
The methods section then outlines the experimental framework, detailing the materials, machinery, and 3D printing processes employed. It goes into more detail for the introduction of the novel multi-material 3D printing strategies and defines the evaluation criteria for the new fabrication technique, used to assess their performance.
The results section presents the (physical) outcomes of all the experiments conducted throughout this research, beginning with challenges encountered in (single-material) biomaterial 3D printing, resulting in the collapse of simple 3D printed cylinders. It subsequently demonstrates the effectiveness of the proposed multi-material 3D printing strategies through the successful fabrication of equivalent geometries using the hybrid material system. Preliminary compression tests provide early insights into the structural performance before extending the research to large-scale multi-material prototypes, which experimentally validate the primary contribution of the proposed approach: improved scalability and thus improved architectural applicability. The concluding critical discussion debates the material life cycle of the hybrid material system and reviews the current limitations, while outlining potential future research directions.
The current state of materials in 3D printing
Over the past decade, AM has evolved from an experimental curiosity to a significant domain of architectural research and supports an increasingly diverse range of materials, spanning industrially well-established systems such as concrete, metals, and plastics to natural, recycled, and emerging bio-based alternatives.
For architectural-scale applications, extrusion-based 3D printing has reached a high level of maturity for conventional building materials such as concrete 3D printing for architecture and infrastructure (Anton et al. Reference Anton, Lin, Skevaki, Wang, Wangler, Flatt, Giraldo Soto, Gebhard, Kaufmann, Hansmeyer, Dillenburger, Ayres, Thomsen, Sheil and Skavara2024; Bos et al. Reference Bos, Menna, Pradena, Kreiger, Da Silva, Rehman, Weger, Wolfs, Zhang, Ferrara and Mechtcherine2022; Dell´Endice et al. Reference Dell´Endice, Bode, Van Mele, Block, Bhooshan, Bhooshan, Eiz, Chen, Lombois-Burger, Regnault de la Mothe, Nana, Megens, Sanin, Bürgin, Ayres, Thomsen, Sheil and Skavara2024), metal 3D printing for infrastructure and engineering (Buchanan and Gardner Reference Buchanan and Gardner2018; Wynne et al. Reference Wynne, Buchanan, Kyvelou, Gardner, Kromanis, Stratford and Reynolds2022), or thermoplastic 3D printing, primarily for interior design and furniture (Massin and Bauer Reference Massin, Bauer, Kontovourkis, Phocas and Wurzer2024; Snooks and Harper Reference Snooks, Harper, Burry, Sabin, Sheil and Skavara2020; Zidek et al. Reference Zidek, Aman, Li, Alhashemi, Meibodi, Akbarzadeh, Aviv, Jamelle and Stuart-Smith2022). Alongside these industrial material systems, natural materials such as clay, foremost used for small-scale components such as bricks or tiles (Nan Reference Nan, Kontovourkis, Phocas and Wurzer2024), and earth for building-scale applications (Dubor et al. Reference Dubor, Cabay, Tayoun, Carrasco, Carnevale, Chamorro, Huygues, Ayres, Thomsen, Sheil and Skavara2024; San Fratello and Rael Reference San Fratello, Rael, Burry, Sabin, Sheil and Skavara2020), have gained renewed interest and relevance through AM.
Beyond academic research, many of these 3D printing application technologies have reached market maturity and have evolved into start-up companies as it is the case for concrete (Icon Technology Inc., n.d.; incremental3d GmbH n.d.), plastics (Aectual n.d., lamaquina n.d., Nagami Design S.L. Reference Nagami Designn.d.; The New Raw n.d.), metal (MX3D B.V n.d.), clay (Cera.LAB n.d.; Studio RAP n.d.) or earthy materials (WASP S.r.l. n.d.), to name a few examples. By deploying these material systems and fabrication methods under competitive real-world conditions, these companies demonstrate that AM can make an impactful contribution to improved material efficiency in the transformation of our built environment.
The present role of biomaterials in 3D printing
However, in contrast to the industrial adoption of AM with conventional building materials, the use of renewable and biodegradable materials (referred to simply as “biomaterials”) in 3D printing remains largely confined to prototypes and has not yet made any significant progress beyond academic research. Nevertheless, research into biomaterials for 3D printing is rapidly gaining momentum in various disciplines and already covers a broad spectrum of material compositions.
Researchers of the materiability group (Materiability n.d.) provide an extensive online database documenting a wide range of diverse biomaterial recipes, which foremost build on starch-based bioplastics (Kretzer and Mostafavi Reference Kretzer, Mostafavi, Werner and Köring2020).
At the Natural Materials Lab at Columbia GSAPP, New York, researchers have developed a range of 3D printable high-fiber content earth composite mixtures and demonstrated that incorporating agricultural byproducts such as wheat straw, hemp, banana, and kenaf fibers can enhance printability, mechanical performance and thermal insulation properties, thereby strengthening the potential of earth-based materials for sustainable construction and improving their carbon storage properties (Carcassi et al. Reference Carcassi, Maierdan, Akemah, Kawashima and Ben-Alon2024).
The investigated field of materials extends further to the reprocessing of waste materials such as recycled glass (Thomsen et al. Reference Thomsen, Tamke, Sparre-Petersen, Buchwald, Hnídkova, Werner and Köring2020). Studio blast (blast studio n.d.) even launched a start-up fully dedicated to working and 3D printing with waste materials, demonstrating that they have recognized the signs of the times and want to contribute to the transformation of architecture.
Waste material also plays a central role in studies conducted by researchers of EDEK at the University of Kassel, Germany, as Heinze et al. (Reference Heinze, Liebringshausen, Eversmann, Gaudillière-Jami and Wolf2024) propose a strategy to repurpose wood from industrial sawmill waste, construction demolition wood or bulk trash furniture by grinding it up into particles and mixing it with biological binders into 3D printable pastes.
This approach, based on wood sawdust granulate and biological binders, predominantly methylcellulose-based binders, is currently probably the most promising and most intensely researched material composition for 3D printing of biomaterials (and is therefore also employed in the present study). The potential of the novel material system for 3D printing was presented by Kariz et al. (Reference Kariz, Sernek and Kuzman2016), Rosenthal et al. (Reference Rosenthal, Henneberger, Gutkes and Bues2018) and further demonstrated by Bodenschatz and Rosenthal (Reference Bodenschatz and Rosenthal2023), before a number of researchers have committed to investigating the physical properties of this material mixture in greater depth.
Research by Rosenthal et al. (Reference Rosenthal, Rüggeberg, Gerber, Beyrich and Faludi2023) systematically evaluates the vertical shrinkage and mechanical properties of such wood-based composites for 3D printing by testing a wide range of binder, fiber, and filler combinations. It demonstrates that shrinkage is primarily driven by water loss during drying and shows how specific additives like gypsum, cement, and fibers can significantly reduce shrinkage and improve compressive and flexural strength.
A study by Jain et al. (Reference Jain, Austern and Barath2025) expands the body of knowledge on the material family through investigation on the thermal conductivity and compressive strength, though working with a slightly different recipe of wood powder–carboxymethyl cellulose composites. It shows that wood species and particle size significantly influence both insulation performance and mechanical behavior and demonstrates the feasibility of the use case of lightweight 3D printed insulation blocks.
Further investigations by Bierach et al. (Reference Bierach, Coelho, Turrin, Asut and Knaack2023) explore a range of binder formulations on cellulose- and lignin-basis to develop extrudable pastes. With the best-rated binder of their study, also based on methylcellulose, they demonstrate the architectural potential by means of small-scale prototypes such as a window frame components or structural nodes.
For the next leap in scale, Klemmt et al. (Reference Klemmt, Meibodi, Beaucage, McGee, Pak, Wurzer and Stouffs2022) suggest a custom machinery, which enables the “3D Printing of Architectural Structures from Wood” (Klemmt et al. Reference Klemmt, Sodhi and Beaucage2025). The necessary upscaling is achieved by post-production assembly of individually 3D printed parts or step-by-step 3D printing with intermediate drying periods, and has already enabled their team at Orlab (orproject/orlab n.d.) to successfully produce prototypes for full-scale columns or wall elements (orproject/inosculae n.d.), as exhibited at the Venice Biennale in 2025.
For the subsequent assembly of individual biomaterial 3D prints, Goidea et al. (Reference Goidea, Floudas, Andréen, Burry, Sabin, Sheil and Skavara2020) propose an alternative approach through a process known as biowelding, which fuses the separate parts via microbial growth. The method enabled them to assemble a room-high column out of living materials (anagoidea n.d.).
And yet, despite the multiplicity of research approaches that undeniably demonstrate the existing interest and potential, biomaterials still face significant barriers to their introduction in the construction industry (Besklubova et al. Reference Besklubova, Skibniewski and Zhang2021). Whilst industrial materials such as steel or concrete benefit from a well-established knowledge base, biomaterials often require integrated design strategies (Rossi et al. Reference Rossi, Chiujdea, Hochegger, Lharchi, Nicholas, Tamke, Thomsen, Akbarzadeh, Aviv, Jamelle and Stuart-Smith2022b) and entirely new research and testing frameworks (Rossi et al. Reference Rossi, Chiujdea, Colmo, ElAlami, Nicholas, Tamke, Thomsen, Dörfler, Parascho, Scott, Bogosian, Farahi, Grant, García del Castillo y López and Noel2022a). A circumstance that calls for further in-depth research and innovative measures to improve the workability and ultimately the applicability of biomaterials.
Multi-material additive manufacturing
One potential approach to overcome the limitations of biomaterial 3D printing might be the combination of multiple materials within one AM process. While there are many ways to combine multiple materials, Gibson et al. (Reference Gibson, Rosen and Stucker2010, pp. 423–424) have proposed a taxonomy that divides them into three categories: Discrete, Porous, and Blended MMAM approaches. The classification, originating primarily from engineering and materials science, was also applied by Pajonk et al. (Reference Pajonk, Prieto, Blum and Knaack2022) in a comprehensive review of MMAM in architecture and construction, and therefore appears suitable to leading experts in the field and thus also for this research. Both the taxonomy and the review cover the entire spectrum of AM technologies in the architecture, engineering and construction sector, of which only those sub-areas considered relevant for this research will be addressed in the following.
As forerunners in multi-material 3D printing for architecture and design, the research work of Grigoriadis (Reference Grigoriadis2016a, Reference Grigoriadis, Chien, Choo, Schnabel, Nakapan, Kim and Roudavski2016b) and Oxman (Reference Oxman, Oxman and Oxman2014) must inevitably be mentioned here. Although their work is predominantly based on the highly complex PolyJet (Stratasys n.d.) technology, which is beyond the scope of this paper, they laid the foundations for functionally graded materials and were a major source of inspiration.
Extrusion-based 3D printing, on the other hand, has so far proven to be better adaptable to the scales and conditions of the architecture and construction industry, with applications involving multiple materials attracting particular research interest thanks to technological advances in recent years.
Thermoplastic 3D printing for instance typically employs blended multi-material strategies, in which granulates of different polymers are mixed and fed to the extruder in varying ratios to generate material gradients. For its most common field of use, furniture and interior design, researchers of the University of Innsbruck have showcased the application potential from seating furniture (Colletti et al. Reference Colletti, Grasser, Hildebrand, Comploi, Gönenç Sorguç, Kruþa Yemiþcioðlu, Akol, Erol, Bük, Güney and Aktaþ Sulayýcý2025) to full-scale micro-living interiors (Colletti et al. Reference Colletti, Bauer, Tripolt, Smakhtina, Massin, Körner and Grassern.d.)
However, the probably most frequently investigated multi-material application involves 3D printing of clay. Researchers of several institution have developed dual-extruding machines that simultaneously extrude different types of clay, either side by side (García del Castillo y López et al. Reference García del Castillo y López, Bechthold, Seibold, Mhatre, Alhadidi, Bieg, Briscone and Odom2019), alternately one after the other (Mayor-Luque et al. Reference Mayor-Luque, Beguin, Rizvi Riaz, Dias, Pandey, Kontovourkis, Phocas and Wurzer2024), or simultaneously interwoven (Jauk et al. Reference Jauk, Gosch, Vašatko, Königsberger, Schlusche and Stavric2023b), which in all cases results in a discrete multi-material concept. While the alternating approaches allow the material properties to be adapted locally, the latter, interwoven approach, involves a printed core made of a separate material and is reminiscent of an embedded rope reinforcement for 3D printing, as it is known, for example, for 3D printing of concrete (Bos et al. Reference Bos, Ahmed, Jutinov and Salet2017) or also clay (Jauk et al. Reference Jauk, Gosch, Vašatko, Königsberger, Schlusche and Stavric2023a).
Research question and aims
Against this background, given the multiplicity of materials and diversity of approaches in extrusion-based AM, the central research question guiding this study can be formulated as follows:
How can biomaterial 3D printing be scaled up through the use of novel multi-material strategies?
In the process, the research experimentally investigates how the inherent limitations of biodegradable materials, in particular their instability during 3D printing and drying, can be addressed through technical ingenuity. Thereby, the devised, novel multi-material 3D printing strategies, which were already published via a speculative pre-print (Bauer Reference Bauer2025), are employed systematically and serve solely the following overarching aim of the study:
Improving the scalability of biomaterial 3D printing towards broader applicability in architecture and design.
The multi-material hypothesis
The foreshadowing of later presented experimental results in conjunction with the findings from above-mentioned relevant work by peers, suggest that refining the material formulation may not be sufficient to bring the maximum achievable print height for biomaterials in extrusion-based 3D printing applications up to architectural scales. While post-production assembly or stepwise 3D printing with intermediate drying periods may offer passable workarounds, existing experimental experiences and practical observations suggest that both approaches tend to introduce structural discontinuities and visual inconsistencies in the final object.
To address this knowledge gap, this paper presents novel multi-material strategies which leverage the versatility of AM to work with a broad range of materials. It proposes combining materials from different material families, such as biodegradable materials (referred to as “biomaterials”) and bio-based thermoplastic materials (referred to as “thermoplastics”), to achieve complementary material interactions. This allows to work around the specific shortcomings of individual materials and create hybrid systems that balance performance with environmental responsibility. In light of, and informed by the literature reviewed above, the aforementioned research question could even be narrowed down to a concise hypothesis:
The integration of rapidly solidifying bio-based thermoplastics into slow-curing, paste-like biomaterials will act as reinforcement for the otherwise fragile biomaterials and will significantly improve the structural stability during 3D printing.
Methods
Experimental framework
The presented research was conducted entirely in the facilities of the Robotic Experimentation Laboratory (REX|LAB), founded in 2012 and since then led by Professor Marjan Colletti at the University of Innsbruck. The research lab includes three six-axis ABB IRB 2600-20/1.65 industrial robots, which were of central importance for this research, as they can cooperate with separate tools on a single workpiece through a synchronized multi-move configuration. The subsequently presented experimental work was primarily carried out in the spring and summer months in Innsbruck, Austria, when the environmental conditions in the laboratory ranged between 20 and 28°C and approximately 30% relative humidity. It should also be noted that the robotics lab is not a classical cleanroom laboratory, but rather a workshop in which material experiments can be scaled to architectural applications.
Materials
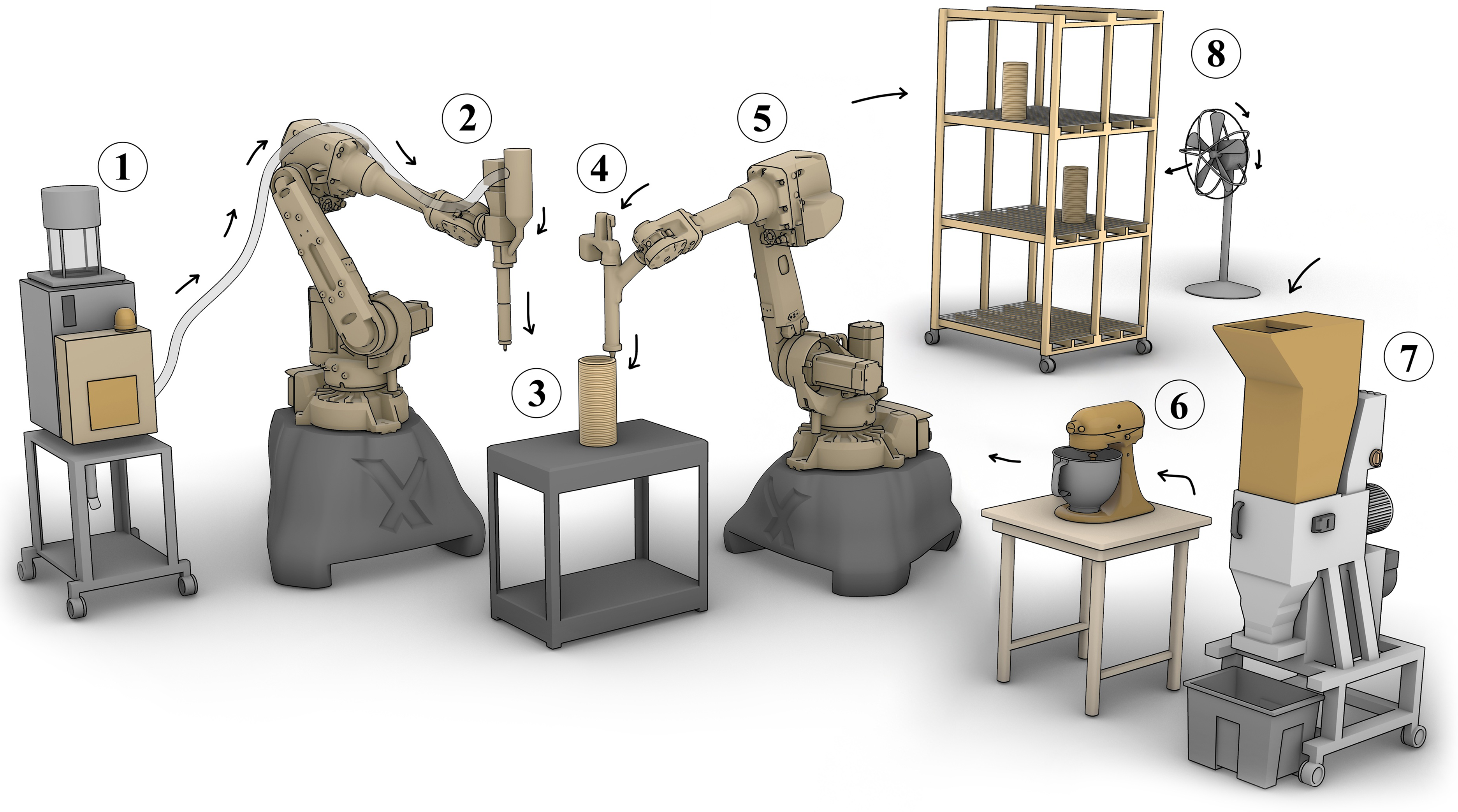
The biomaterial used in this research was a paste made from sawdust and methylcellulose jelly, adopted from a recipe suggested by Rosenthal et al. (Reference Rosenthal, Henneberger, Gutkes and Bues2018). The preparation process began by mixing 300g of methylcellulose powder (Würzteufel/Germany, gelling and thickening agent, E 461) with 8.4l of lukewarm water (approx. 40°C) and storing it in a refrigerator (about +8°C) until it has completely solidified. This depends on the amount of material prepared at once and took here at least 4 hours, preferably overnight. The resulting jelly could be stored in its pure form under refrigerated conditions for up to several weeks without noticeable adverse effects prior to use. Ideally, just before further processing, the jelly was mixed with the sawdust aggregate in a ratio of 840g jelly to 325g sawdust (other, yet less favorable, mixing ratios were also tested, as presented later in the experimental results). In addition, 30ml of 20% vinegar essence (Hengstenberg/Germany, naturally fermented vinegar essence 20%) were added to minimize mold formation. The ingredients were mixed using a food processor with dough hooks (Figure 1, No. 6) for 3 to 5 minutes, but also required additional manual kneading for thorough mixing. The finished mixture was stuffed into tubular bags with a diameter of 5cm and ideally 3D printed immediately. Unused material could be successfully stored in the refrigerator for up to 24 hours; longer storage without processing regularly led to mold growth in the raw mixture.
Machines and material processes in the employed multi-material 3D printing setup: (1) HELIOS WINneo Jetboxx 30 pellet drying and conveying unit (2) Herz/Dohle ExOn 10 Robot pellet extruder (3) multi-material workpiece (4) electric cartridge press for paste-extrusion (5) two six-axis ABB IRB2600-20/1.65 industrial robots in a synchronized multi-move configuration (6) food processor with dough hooks for biomaterial mixing (7) Wanner cutting mill for wood granulating (8) DIY air-permeable drying shelf with wire mesh floors.

The sawdust aggregate used for the biomaterial is based on beech wood granules (Johannes Brandenburg GmbH & Co. KG/Germany, GOLDSPAN® smoke B 5/10) with an initial main grain size range of 0.4-1.0mm with 95% between 0.2-1.25mm. As the material in its original grain size was almost impossible to extrude with the available machinery, the wood flakes were further ground in a cutting mill (Wanner-Technik GmbH/Germany, cutting mill C17.26, Figure 1, No. 7) until the following, processable grain size was produced: 25% of the particles pass through a 1.7mm but not a 0.8mm sieve, 65% of the particles pass through a 0.8mm but not a 0.4mm sieve, with the remaining 10% of particles smaller than 0.4mm (the powdered filler fraction appears to act with the jelly as a lubricant and seemed therefore essential for extrudability).
The thermoplastic material used in the multi-material 3D printing applications was Arboblend V3NF15 (Tecnaro GmbH/Germany), a biopolymer consisting of “polyhydroxy-alkanoates, polycaprolactone, polyester (e.g. bio-PET), starch, polylactic acid, bio-polyolefins, bio-polyamides, lignin, natural resins, natural waxes, natural oils, natural fatty acids, cellulose, organic additives and natural reinforcing fibers” (Tecnaro n.d., Albis n.d).
Other thermoplastic materials, such as UPM Formi 3D20/19 (UPM n.d., Ceadgroup n.d.), were also considered in preliminary studies due to its higher fiber content and rougher surface. However, the more viscous material could not be printed properly on top of the biomaterial paste and thus was not used any further in this study. Nevertheless, it may remain an interesting alternative for future studies.
Machines and processes
The thermoplastic material was processed by hot extrusion with a modified ExOn 10 Robot (Herz GmbH/ Austria & Dohle Extrusionstechnik GmbH/Germany, Figure 1, No. 2) pellet extruder at 165°C through a 4mm nozzle, producing layers of 2mm height and a bead width of 5mm. Prior to extrusion, the granular material was pre-dried with a WINneo Jetboxx 30 dryer (HELIOS Gerätebau für Kunststofftechnik GmbH/Germany, Figure 1, No. 1) at 45°C for at least 4 hours before it was fed to the extruder.
The biomaterial was processed by cold extrusion using an electric cartridge press (Figure 1, No. 4), functioning as a low-tech paste extruder with a 9mm nozzle, resulting in layers of 6mm height and bead widths of approx. 12–15mm.
Both extrusion systems were mounted on an ABB IRB 2600-20/1.65 robot (Figure 1, No. 5). The two robots were set up in a multi-move configuration and cooperated in an alternating sequence on a single workpiece (Figure 1, No. 3). The biomaterial was printed with a robotic speed around 50mm/s and an extrusion rate of approx. 400g/min, while other robot speeds and flow rates would also be possible. However, the printing speed for the thermoplastic material had to be reduced considerably to around 5mm/s with an extrusion flow rate of only 60g/h in order to compensate the reduced adhesion of the hot plastic to the fresh biomaterial.
The finished 3D prints were then left to dry naturally for at least two weeks in an air-permeable DIY shelf with wire mesh floors (Figure 1, No. 8). During the first few days, air circulation was artificially increased with a standing fan.
Multi-material 3D printing
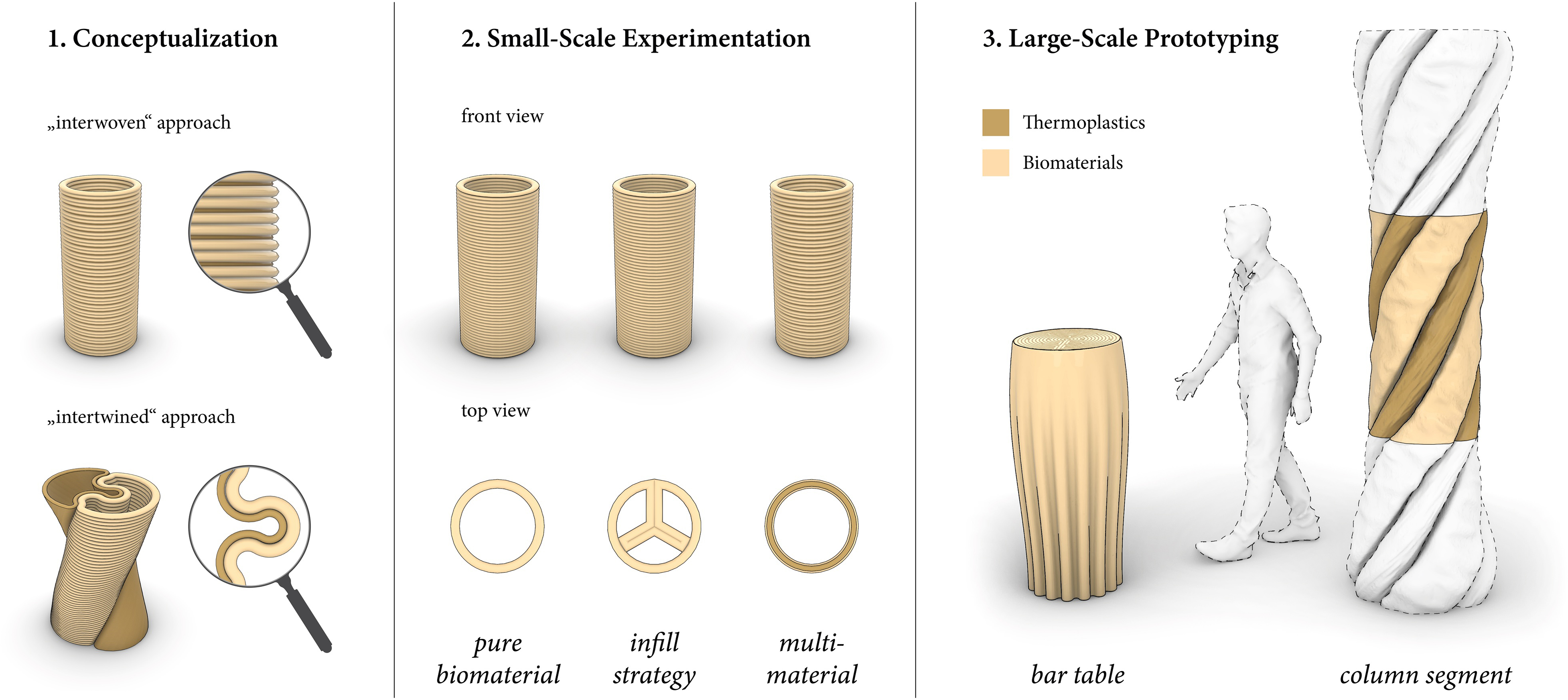
The methodological approach to the presented MMAM research is structured into three stages: (1) Conceptualization of MMAM strategies (2) Small-Scale Experimentation to verify the effectiveness and general feasibility (3) Large-Scale Prototyping to validate the impact on scalability of biomaterial 3D printing (Figure 2).
Stages of multi-material 3D printing research: (1) Conceptualization: theoretical conception of two MMAM strategies, the “interwoven” approach and the “intertwined” approach (2) Small-Scale Experimentation: replication of (pure) biomaterial 3D printing limitations and the experimental validation of the “interwoven” multi-material 3D printing strategy with test cylinders with a diameter of 15 cm and a height of 30 cm (3) Large-Scale Prototyping: Proof of the potential of MMAM strategies for scaling up biomaterial 3D printing towards architectural applications by means of two prototypes, a bar table and a column segment.

Conceptualization
is concerned with the theoretical conception and introduction of two MMAM strategies, the “interwoven” approach and the “intertwined” approach (Figure 2, No. 1). Although two material systems can be combined in various ways, these two strategies emerged as the most promising for the objective of improving the print stability of biomaterials, as both approaches reinforce the fragile biomaterial, either internally or externally.
The first approach, the “interwoven” method (Figure 2, No. 1, top), layers the two different materials in alternating sequence. Since the cross section of the print bead of the thermoplastic material in the employed setup is significantly smaller than that of the biomaterial (approx. 2x5mm to 6x15mm), the latter almost completely encloses the former in this application, and the thermoplastic material becomes a largely hidden, internal reinforcement that stabilizes the biomaterial throughout the printing and drying process.
In the second strategy, the “intertwined” approach (Figure 2, No. 1, bottom), the fragile biodegradable materials adhere to a thermoplastic support column. Here, the thermoplastic material acts as an external, highly visible support, while both material systems must intertwine to ensure a sufficient bond.
Of the two approaches, the “interwoven” approach promised greater effectiveness, as it offered advantages in critical factors such as immediate print stabilization, uniform drying and unrestricted shrinkage possibilities, and was therefore given priority in the investigation.
Small-Scale Experimentation
(Figure 2, No. 2) begins with the experimental replication of the limitations of biomaterial 3D printing in single-material applications with the (unsuccessful) printing of test cylinders with a diameter of 15 cm and a height of 30 cm, both as hollow cylinders and with infill strategies. It continues by validating the multi-material hypothesis through the successful 3D printing of the same test cylinders using the “interwoven” multi-material strategy and investigates the approach in more detail by varying the layer ratio of biomaterial to thermoplastics.
Large-Scale Prototyping
serves as a proof of concept and demonstrates the potential of MMAM to scale up biomaterial 3D printing towards architectural application by means of two prototypes, a bar table and a column segment (Figure 2, No. 3).
Evaluation criteria
In the closing discussion, the presented results of small-scale experimentation and large-scale prototyping will be contextualized and evaluated primarily according to the following criteria:
-
immediate impact on print stability
-
feasibility of the multi-material 3D printing process
-
ability for improving biomaterial 3D printing scalability
-
quality and appeal of the final product and thus its potential for use in architecture and design
Results
Experiencing challenges of biomaterial 3D printing
The integration of biomaterials into AM poses several challenges that currently hinder their broader adoption in architecture and design. Though these also include limited structural performance and uncertainties regarding long-term durability and maintenance, the most critical factors arise from the rheological requirements for processability and printability, which affect the material’s low initial structural stability immediately after printing and make scaling up considerably more difficult.
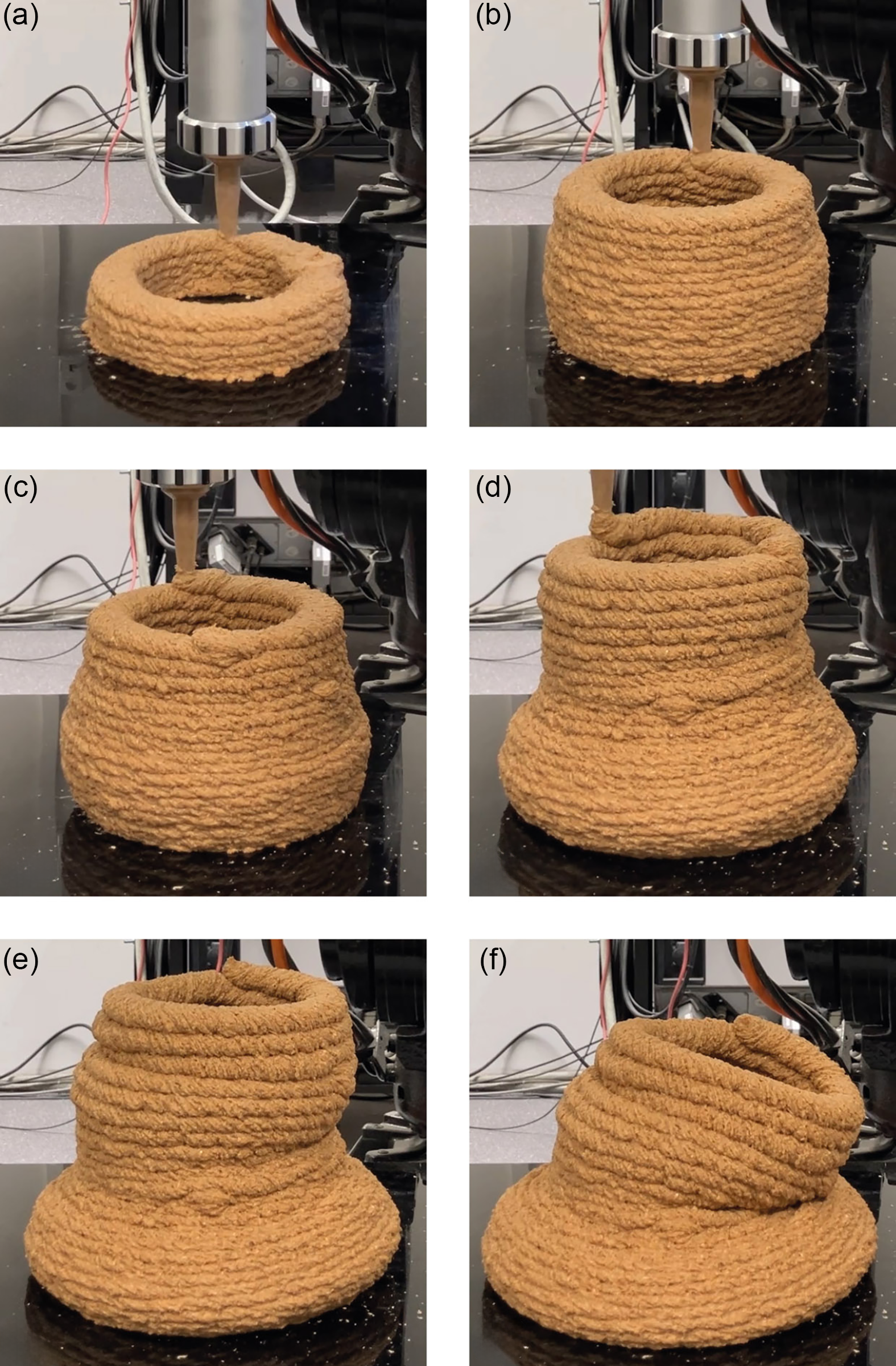
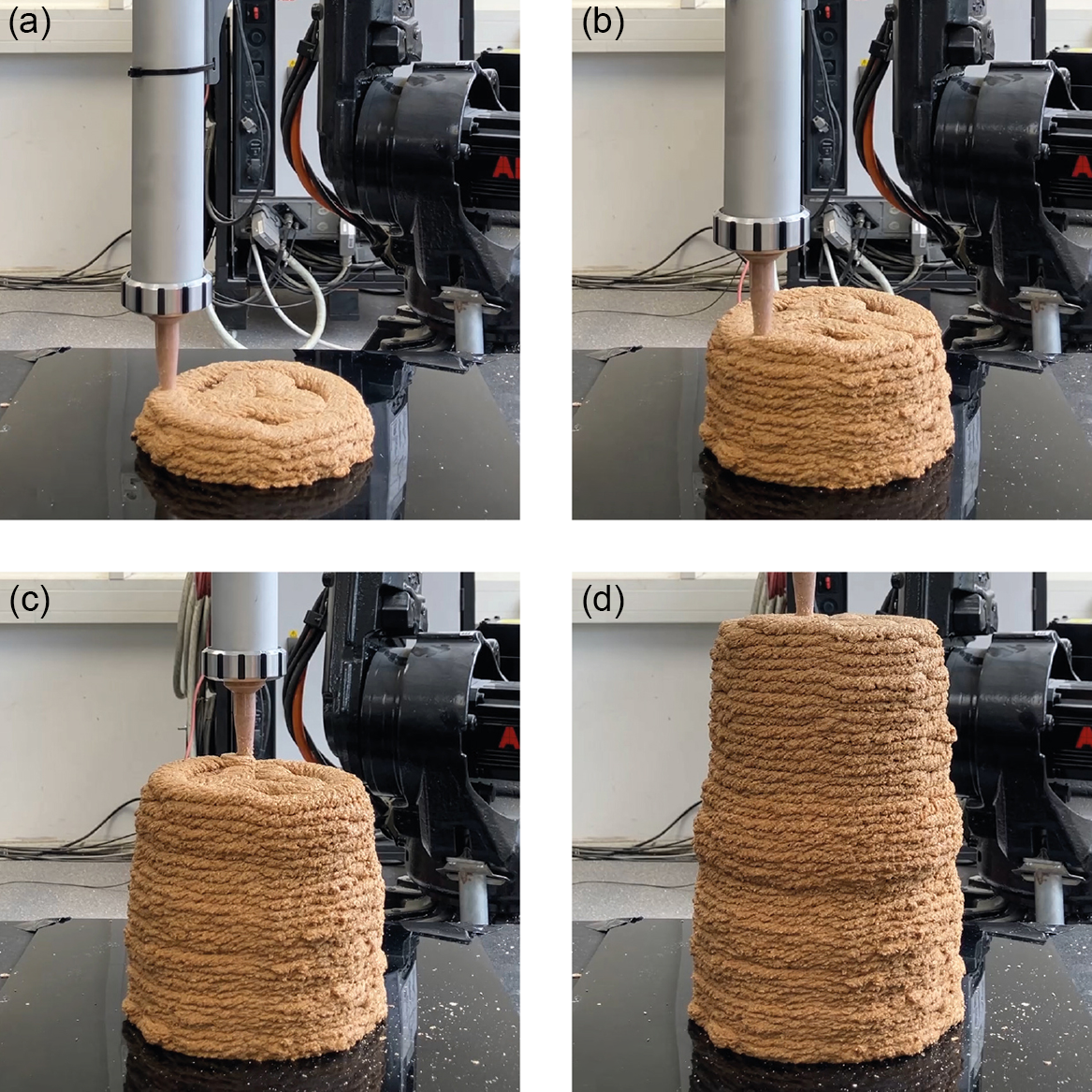
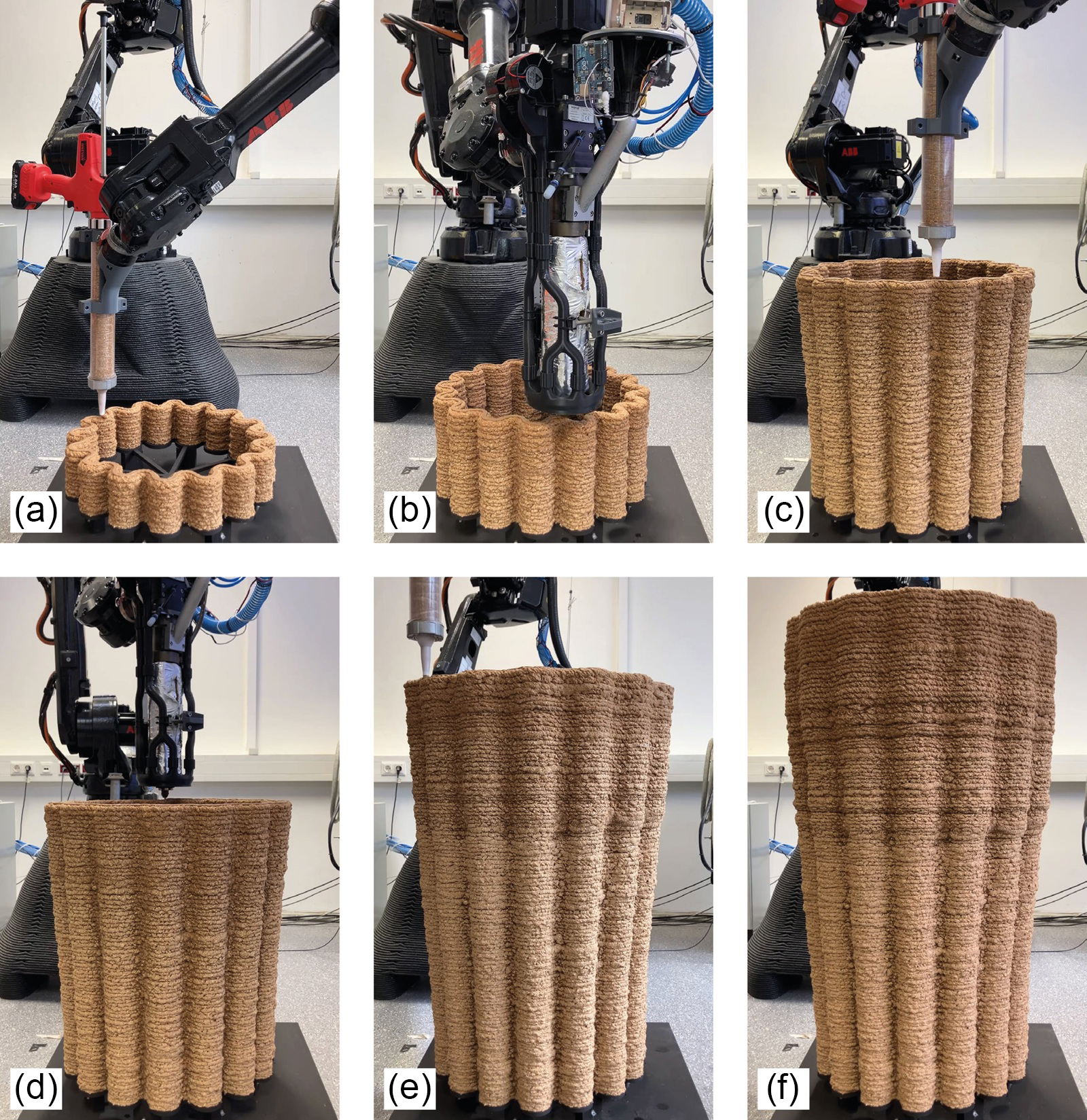
Since many biomaterials are based on simple gelatinous, water-soluble binders made from starch or cellulose, they harden very slowly during the natural drying process, which can take several days to weeks. Accelerating this curing process with chemical additives or energy-intensive drying equipment (as one would know from accelerating 3D-printed concrete or firing clay) contradicts the principles of using environmentally friendly materials in the first place, making it extremely difficult to 3D print large three-dimensional objects from biomaterials. The experiment illustrated in Figure 3 investigates the maximum possible print height of the previously specified wood paste as exemplary biomaterial. The investigation was conducted on the geometry of a standard test cylinder with a diameter of 15 cm and a height of 30 cm and serves as a control group for all further multi-material studies. While a printing height of 5 cm (Figure 3a) could be easily achieved, the cylinder begins to bulge and sag under its own weight around a height of approx. 10 cm (Figure 3b) before slowly collapsing completely even before reaching the desired printing height of 30 cm (Figure 3c–f).
The printing process and collapse of a test cylinder with a diameter of 15 cm and a (target) height of 30 cm, 3D printed from biomaterial wood paste.

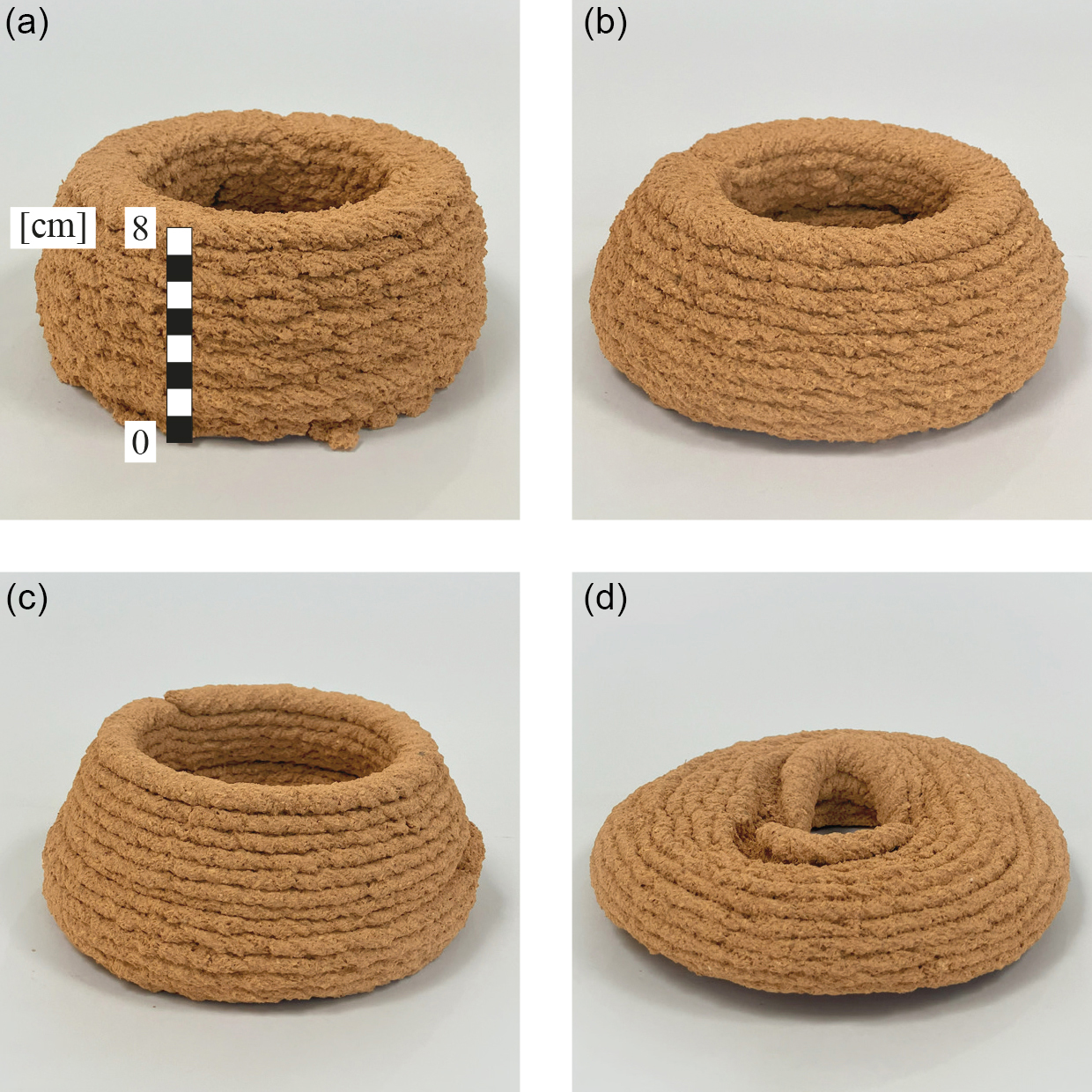
Although adjusting the biomaterial recipe offers some potential for improvement, as demonstrated in the series of experiments shown in Figure 4, there is limited scope due to the specific consistency requirements for extrusion-based 3D printing applications to still be able to extrude the material.
Biomaterial recipe evolvement: all recipe iterations contain 870 g of methylcellulose jelly and 30 ml of vinegar essence – recipe (a) contains 350 g sawdust, (b) 325 g sawdust, (c) 315 g sawdust and (d) 300 g sawdust. All four paste mixtures were made from the same batch of gelatin and sawdust and were produced on the same day under constant environmental conditions to ensure comparable results.

The ideal biomaterial recipe is therefore highly dependent on the machines processing the material, but also universal findings can be derived from the test series in Figure 4:
-
The lowest sagging and thus the highest printing height can be achieved with the highest feasible aggregate addition (in this experiment, sawdust). However, this can lead to a rough, crumbly print quality (Figure 4a).
-
The preferred formulation (Figure 4b) is also at the higher end of the processable aggregate addition range, but reduced to the extent that an acceptable, smooth print quality can be achieved.
-
Recipes with too little aggregate and too much binder cause unstable results (Figure 4c-d) and can be disregarded when printing three-dimensional objects.
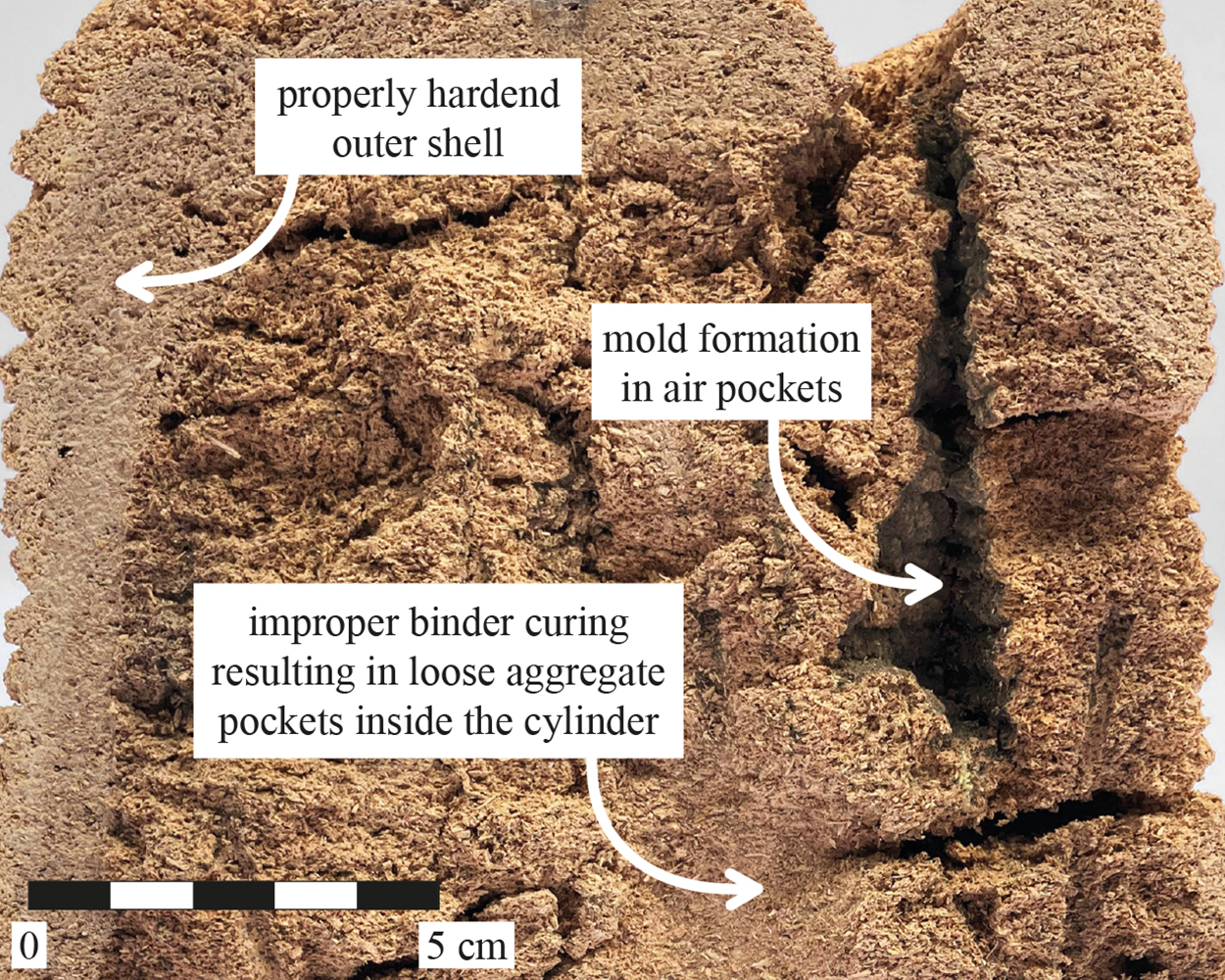
Other well-known solutions such as dense infill strategies, which are often used in 3D printing with concrete or clay in such situations, are only partially transferable to biomaterials. While filling the test cylinder with almost solid infill made it possible to reach the desired print height of 30 cm with only minimal sagging (Figure 5a–d), it prevented and prolonged (several months) the proper natural drying of the biomaterial inside the cylinder and made mold growth almost inevitable (Figure 6).
The successful 3D printing of a test cylinder with a diameter of 15 cm and a height of 30 cm with solid infill.

Cross Section through the test cylinder with solid infill, after complete natural drying after several months: improper binder curing inside the cylinder, resulting in loose aggregate pockets, mold growth in all air inclusions.

Experimental validation of multi-material 3D printing
In response to the challenges and limitations observed in single-material biomaterial 3D printing, the following series of experiments was conceptualized to systematically evaluate the potential of multi-material 3D printing.
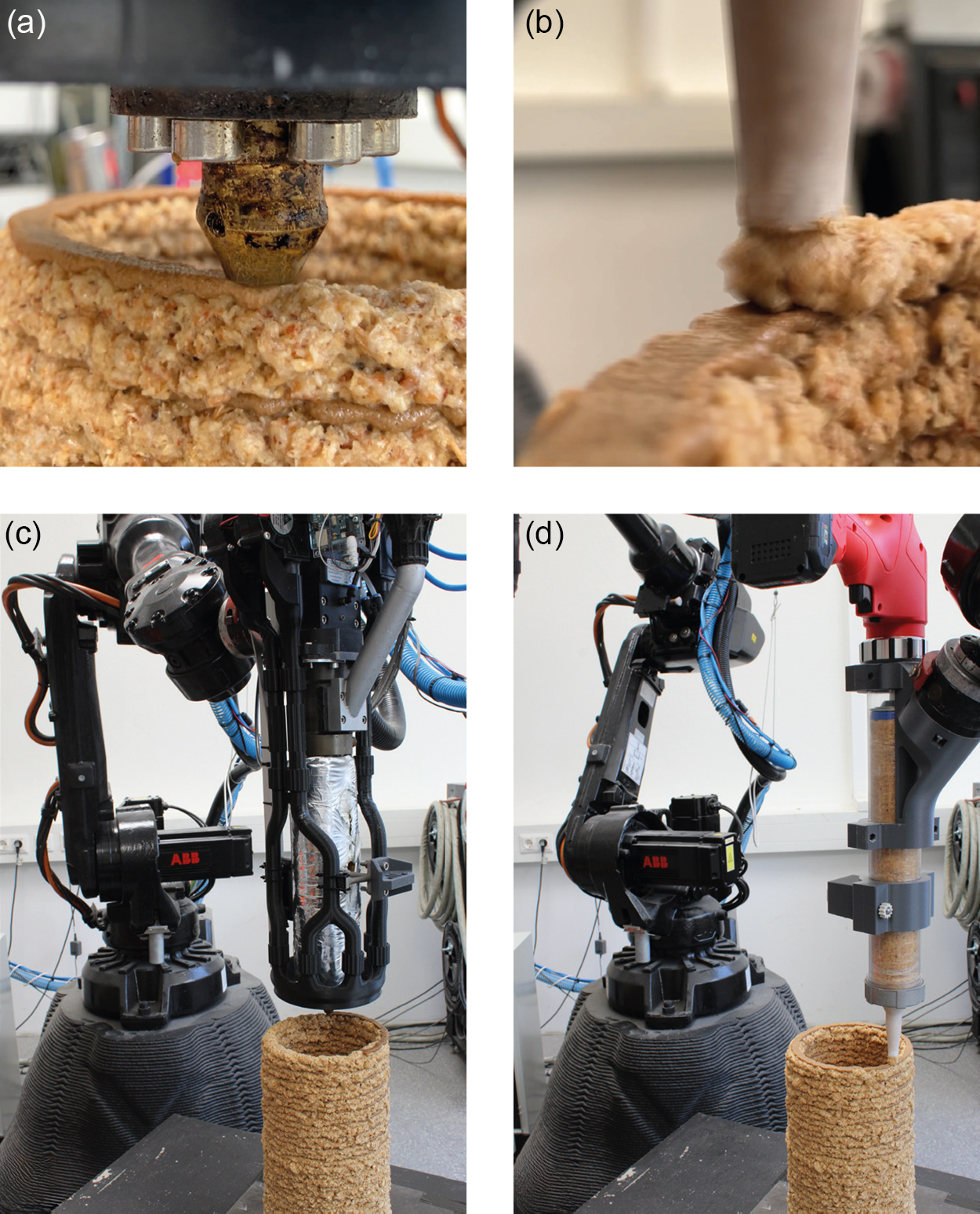
In the first attempt, two layers of biomaterial were printed in alternating sequence with one layer of thermoplastic material, practically applying the concepts of the “interwoven” multi-material approach (Figure 7). The test cylinder demonstrated significantly improved stability throughout the printing process and improved dimensional stability with no visually noticeable sagging or bulging.
The Multi-Material Printing Process of the ratio 2:1 cylinder up close. The reduced layer adhesion between the different material systems requires slower printing procedures.

However, the frequent change of the material was very time-consuming and massively slowed do down the production process, while the interruption of the printing process also always poses a potential source for errors. Therefore, in the further course of the experiment, the optimal layer ratio of biomaterial to thermoplastics was investigated, considering both print stability and a smooth printing process workflow.
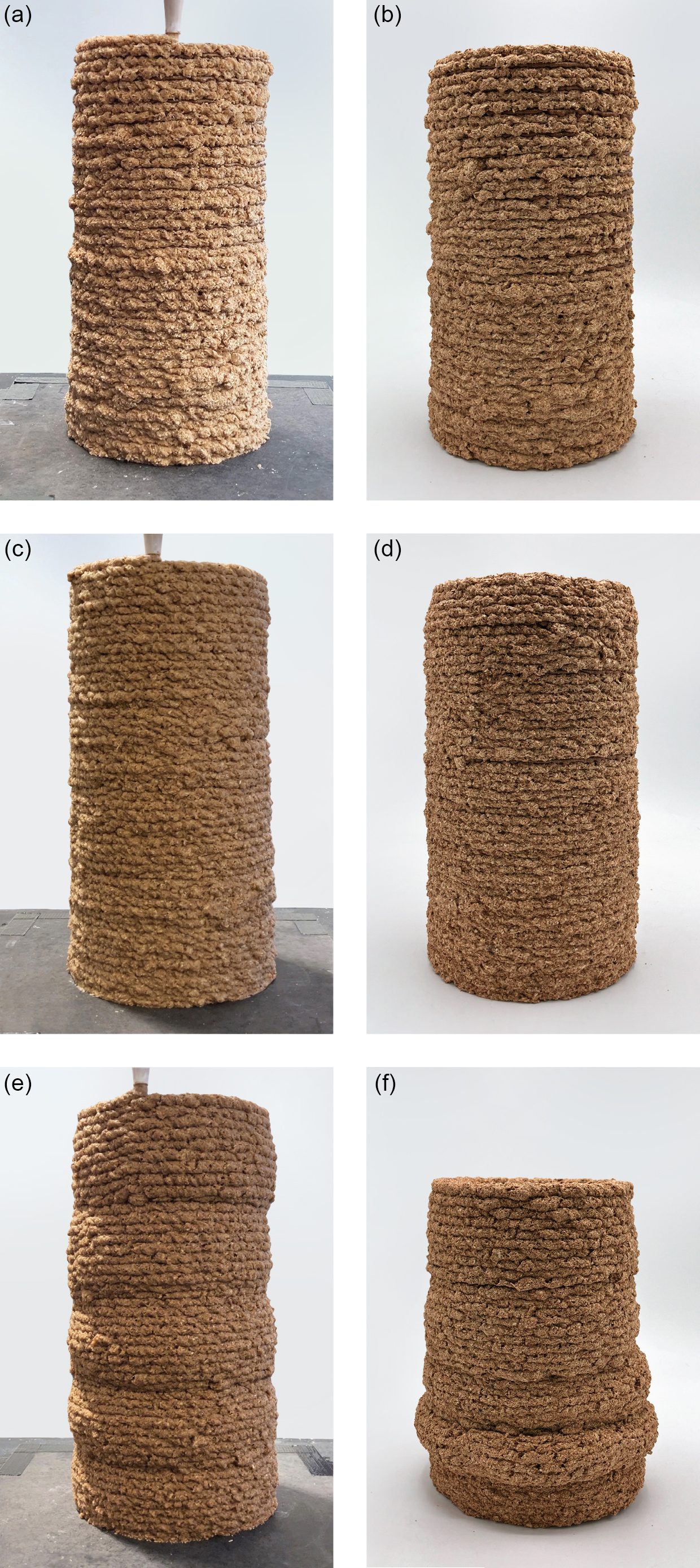
However, in this comparative study, the layer ratio of 2:1 (Figure 8a–b, also Figure 7) still yielded the most promising results as it visually offered the highest stability and the least deformation during the printing process. It therefore is also considered suitable for more complex geometries than cylinders, although there is the disadvantage of longer production times due to frequent material system changes.
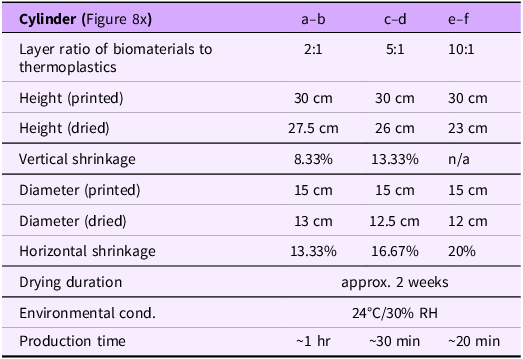
(a–b) layer ratio biomaterial to thermoplastics 2:1 (c–d) layer ratio 5:1 (e–f) layer ratio 10:1; (a, c, e) cylinders during/towards the end of the printing process & (b, d, f) the same cylinders fully dried after a couple of weeks.

The layer ratio of 5:1 (Figure 8c–d) significantly reduces the production time by about half (Table 1) and also provides reliably good printing results. Since it’s not as stable during printing, it is regarded as beneficial for the rapid production of simple and foremost vertical geometries.
Dimensions and drying behavior of the multi-material cylinders (Figure 8)

A layer ratio of 10:1 (Figure 8e–f) led to sagging and collapse within the individual biomaterial sections and is not considered worthwhile for further investigation.
Structural indications
Before moving on to larger-scale prototyping, the two geometrically intact cylinders (layer ratio 2:1 and 5:1) were evaluated for their structural properties in a compression test to gain a preliminary understanding of the material system’s anticipated physical performance. The third cylinder, with a layer ratio of 10:1, was not tested as excessive sagging led to severe geometric deformation (Figure 7f), making a compressive strength test unreliable and inconclusive. Alongside the two multi-material cylinders, an additional cylinder printed solely from thermoplastics was tested to serve as a reference.
The cylinder dimensions follow those of standard cylindrical concrete compression test samples, with a diameter of 15 cm and a height of 30 cm, although the dimensions have reduced after drying and shrinkage of the biomaterial, as noted in Table 1. The multi-material cylinders had a wall thickness of approximately 12–15 mm, while the plastic cylinder had a wall thickness of 5 mm. Due to material constraints such as the need for all-round aeration for natural drying, the cylindrical samples had to feature hollow geometries and the test results are therefore by no means comparable to those of solid concrete cylinders. It should also be noted at this point that testing individual cylinders does not take into account possible production or measuring errors and that a more comprehensive study is required to obtain reliable data. Therefore, the subsequently presented results should be understood as an initial insight and rough estimate of the range in which the structural properties of the novel multi-material system can be located.
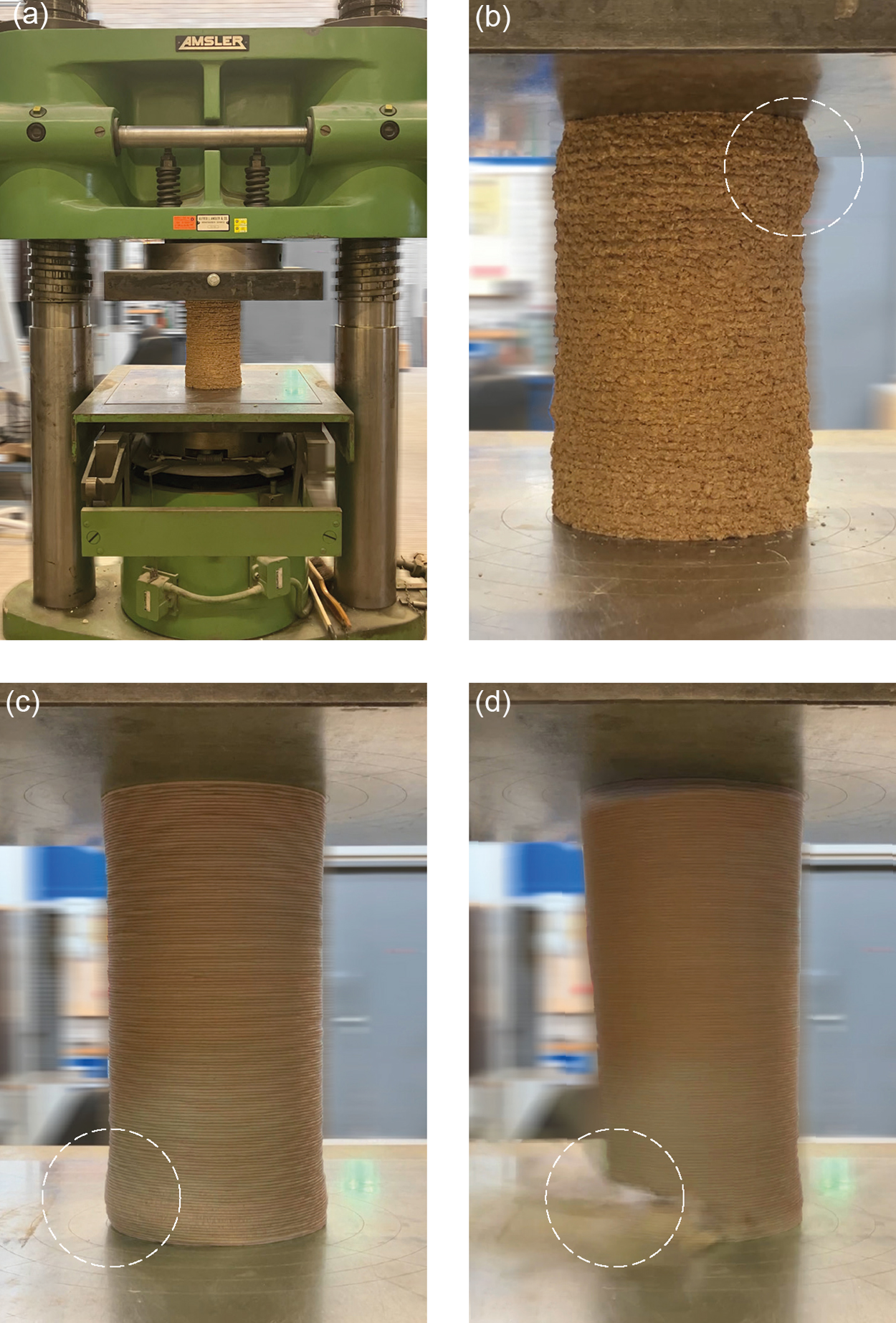
All tests were conducted at the technical testing and research facility (TVFA Innsbruck) of the University of Innsbruck. The test method was adapted from the test for hardened concrete, compressive strength cylinders according to ONR 23303, although the test cylinders, being hollow cylinders, did not meet the specifications. The cylinders were tested with a universal testing machine (Amsler/Switzerland) with a maximum compressive force of 5000kN (Figure 9a).
(a) Compression Testing Machine for evaluating the structural properties of the multi-material system. (b) Towards the end of the compression test, the multi-material cylinder bulges at the top and buckles as it slowly gives way (c) The reference cylinder from thermoplastics exhibits similar deformation towards the end of the test before failing spontaneously (d).

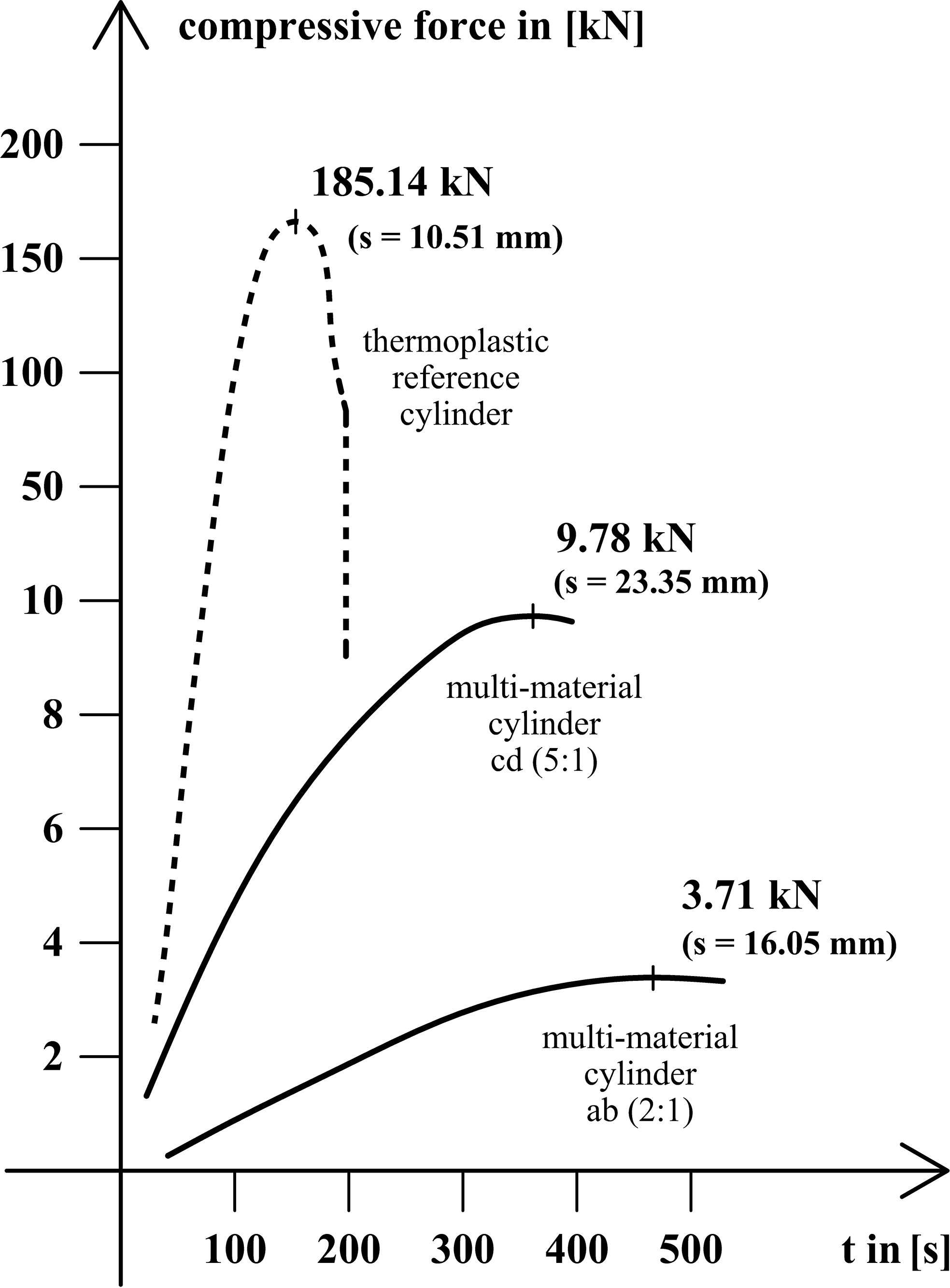
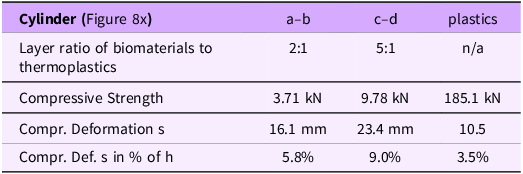
The results of the compression tests (Figure 10, Table 2) showed that the cylinder with a 2:1 layer ratio reached a maximum compressive strength of 3.71kN at 16.1mm linear deformation (compression), corresponding to 5.8% of its original height, before local bulging and buckling (Figure 9b) due to material failure. The cylinder with a 5:1 layer ratio achieved a significantly higher maximum compressive strength of 9.78kN at 23.4mm deformation/compression, or 9.0% (of its height), before failing in a similar manner.

Performance of the multi-material cylinders and the thermoplastic reference cylinder in the compression test

The reference cylinder from thermoplastic material reached a maximum compressive strength of 185.14kN at 10.5mm compression, corresponding to 5.8% of its original height, before it shattered and failed spontaneously.
Although the study shows that biomaterials structurally cannot compete with industrial materials, the compression tests also demonstrated that biomaterials, when reinforced through multi-material 3D printing strategies, still show considerable structural potential: simple cylinders could support loads ranging from several hundred kilograms to nearly a metric ton. The results indicate that the material system, at least in its current stage of development, is not necessarily suitable as a primary load-bearing system, but may well be suitable for secondary structures in interior design or furniture.
Large-scale multi-material prototyping
On the basis of these promising results from the cylinder tests, both in terms of print stability and decent load-bearing capacity, the multi-material hypothesis was put to the test even further and evaluated on two larger prototypes.
The first prototype, a bar table (Figure 11), is an elaboration of the “interwoven” multi-material strategy and tests the previously introduced method of alternating biomaterial layers with thermoplastic layers at the scale of a bar table with a height of 110 cm.
The bar table prototype, printed from biomaterials with the help of the “interwoven” multi-material strategy, with a person for size reference.

For this significantly more complex geometry (than a simple cylinder) with a slight overhang, a layer ratio of 2:1 was selected, as it has shown the sturdiest results in previous experiments. Although the prototype sagged slightly towards the end of the print, which required a dynamic print path adaptation, the desired print height could be achieved thanks to the multi-material strategy. The printing process dragged on for two (consecutive) days due to the extensive effort involved in constantly changing the material system (approx. 90 times). As a result, the lower part of the prototype began to dry and harden before the printing was fully completed. Although not planned, this contributed positively to the overall stability of the structure – it is even assumed that greater printing heights could be achieved with a slightly slower printing pace. However, purposefully incorporating extended breaks during the process is not advisable, as this leads to drying and shrinkage, which significantly compromise layer adhesion and the dimensional accuracy at the print joints. If working breaks are unavoidable, as in this case between Figure 12c and d, it is recommended to protect the last layers with plastic wrap to prevent excessive drying.
Printing process of the bar table prototype with a final height of 110 cm. Layer ratio biomaterial to thermoplastics 2:1. An overnight printing break had to be taken halfway through, between sub-figure (c) and (d).

The form-finding process for the bar table was strongly influenced by material and production constraints and aims at a fabrication-informed design language. The single-wall design without any infill was chosen to allow the biomaterial to dry naturally. For the same reason, the first layer was slightly elevated from the print-bed using a stencil from the first layer (best seen in Figure 12a) to increase natural air circulation. Thanks to these measures, mold growth was almost completely prevented, and any mold that did occur during the first days was treated with vinegar essence.
At the foot end, the geometry of the bar table was deformed with a surface articulation in the shape of a simple undulation. This folding geometry manipulation contributes to adding some stability (Fereos et al. Reference Fereos, Bauer, Efthimiou, Kontovourkis, Phocas and Wurzer2024) to the thin-walled geometry of weak biomaterial, especially throughout the printing process, while it is still uncured. Towards the upper end, the undulation gradually fades, serving as a reference for assessing the impact of geometric manipulation in biomaterial 3D printing. The resulting surface folding effect proved to be highly beneficial and is therefore strongly recommended, since the simple, circular geometry at the top end of the bar table could be indented with very little force when it was freshly printed and appeared to be on the verge of collapse before finally stabilizing as the material hardened. Although the object was accordingly somewhat fragile during the printing process, this multi-material approach produced an exceptionally stable result after complete drying. Thanks to uniform and unrestricted shrinkage behavior, it furthermore showed little to no shrinkage cracks and delivered a desirable end product in the form of a piece of furniture, demonstrating the feasibility of producing objects at scales comparable to architectural components.
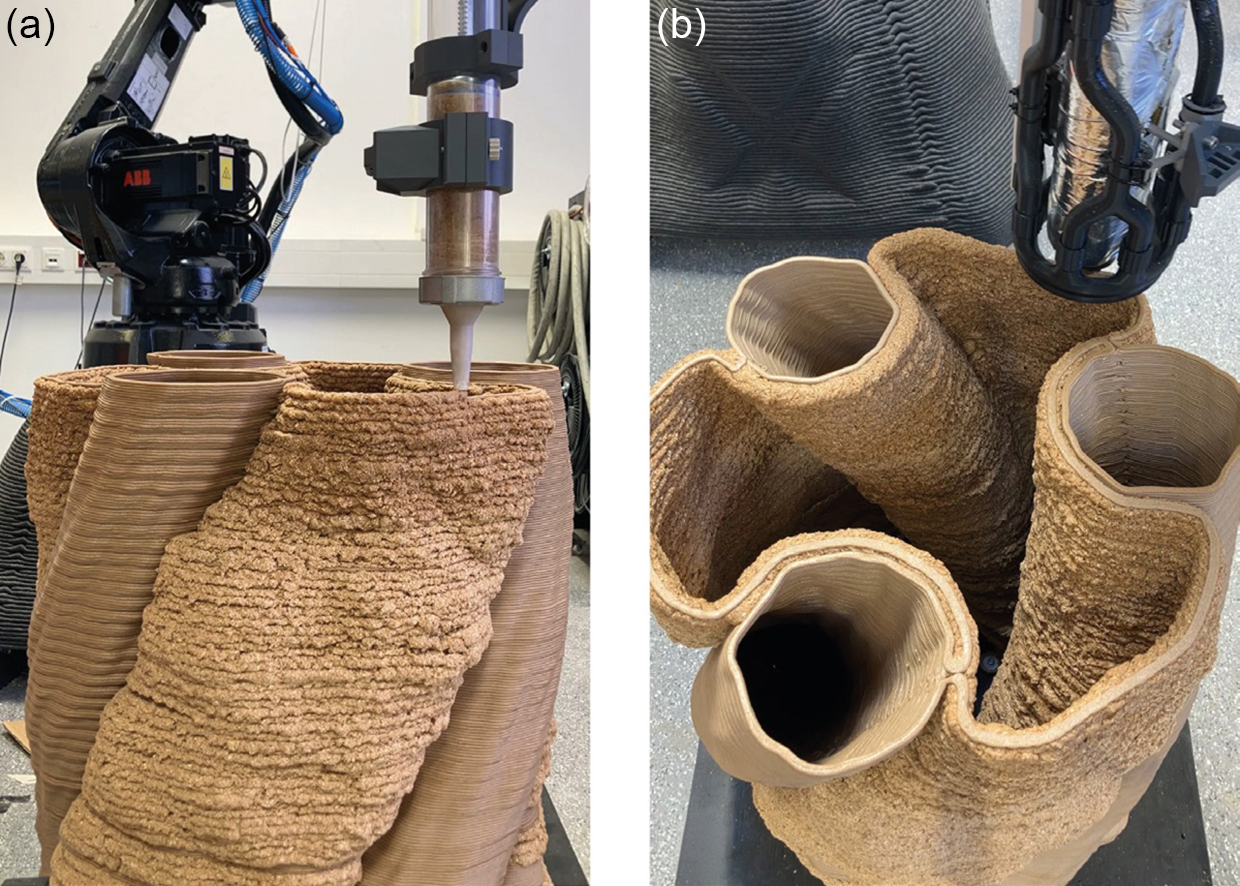
The second prototype, a column segment (Figure 13), features a combination of the “interwoven” and the “intertwined” multi-material strategies. The twisted column segment has three bracing struts (best seen in Figure 14b) printed exclusively from thermoplastics, which are designed to support and hold in position the inner core structure, printed primarily from biomaterial (but also reinforced through “interwoven” multi-material strategies).
The column (segment) prototype, printed from biomaterials with the help of a combination of the “intertwined” and the “interwoven” multi-material strategies, with a person for size reference.

Printing process of the column segment prototype with a final height of 80 cm. Layer ratio biomaterial to thermoplastics 2:1, with three bracing struts printed exclusively from thermoplastics.

The significantly higher percentage of rapidly hardening thermoplastics has noticeably increased the stability during the printing phase. However, the necessary contact surface between the stable, thermoplastic bracing struts and fragile biomaterial walls has led to a number of process-related challenges. While it requires a particularly high degree of accuracy to avoid collisions between the extruder nozzle and the printed geometry, it also limits the amount of printable overhang for the same reason.
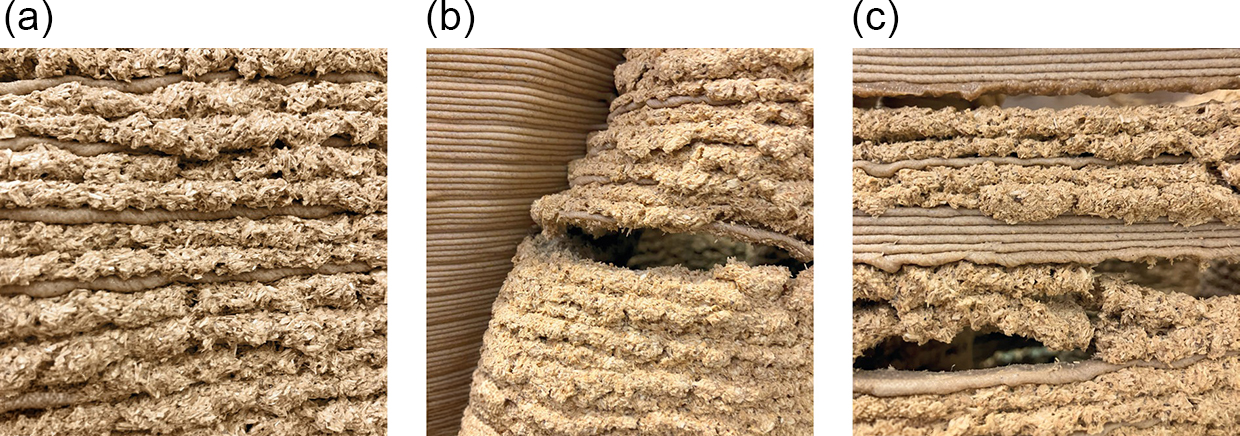
After the fabrication process, it is precisely this contact surface between the two material systems that severely limits the shrinkage of the biomaterial, resulting in significantly more cracks (Figure 15) than in the previous prototype.
Crack formation after dry-out: (a) no cracks in areas where the biomaterial is only reinforced with single layers of thermoplastics (b-c) significant crack formation in areas with higher percentage of thermoplastics.

Discussion
Multi-material strategies
Recalling the original objective of enhancing the scalability and thus eventually the architectural applicability of biomaterial 3D printing, the following section discusses the results in relation to their immediate impact on print stability, the feasibility of the multi-material printing process, the effect on scalability, and the quality of the resulting prototypes.
In terms of print stability, single-material biomaterial printing exhibited clear limitations, with instability occurring beyond approximately 10 cm of print height and a high susceptibility to collapse during printing. While minor improvements were achieved through material formulation optimization and infill strategies, these measures alone appeared to be insufficient to reach architectural scales. By contrast, the introduction of thermoplastic reinforcement in multi-material configurations provided rapid structural stabilization immediately after deposition, significantly increasing solidity during printing, thereby verifying the original hypothesis. More specifically, the “interwoven” multi-material strategy with a layer ratio of 2:1 of alternating biomaterial and thermoplastics proved most effective in stabilizing the print throughout the fabrication process, which could be demonstrated in both small-scale experimentation and large-scale prototyping. While approaches with layer ratios of 5:1 can still be considered reasonable for simple geometries, layer ratios of 10:1 are already ineffective. The furthermore investigated “intertwined” multi-material strategy has proven to be problematic due to fabrication limitations, but above all due to shrinkage cracking during the drying process, and is only considered sensible for very specific applications in which the necessity of a stable core of thermoplastics outweighs the aforementioned disadvantages.
Regarding process feasibility, the “interwoven” strategy also demonstrated the highest reliability and process robustness. However, as the 2:1 layer ratio proved to be the most labor-intensive, the 5:1 ratio appears more effective for streamlining production, although the reduced initial stability limits its use to simpler geometries. The “intertwined” strategy did not appear viable for large-scale prototyping at the current stage of development due to increased fabrication constraints.
With respect to scalability, the multi-material approach enabled a substantial increase in printable height and geometric complexity compared to single-material biomaterial printing. Once again, the clear winner among the investigated approaches is the “interwoven” approach with a layer ratio of 2:1, which enabled the 3D printing of a hollow, thin-walled bar table with a height of 110 cm. Furthermore, preliminary compressive strength tests of the 2:1 and 5:1 ratio reached loads of up to 10kN, cautiously indicating sufficient capacity for furniture-scale applications and potential relevance for architectural components.
And finally, the aesthetic quality and appeal of the fabricated prototypes, as a key criterion for their intended design application, varied considerably between the investigated approaches. The “interwoven” approach produced geometries with consistent surface quality, limited deformation, and a visually coherent integration of materials, supporting its potential application in architectural and design contexts. In contrast, the “intertwined” and the combined “interwoven–intertwined” strategy used in the column segment resulted in visible cracking and surface discontinuities, which reduced the perceived quality of the final product and restricted its suitability to specific use cases or expressive design intents.
Materials and circularity
In perspective to the bigger picture and the primary aspiration of promoting the use of biomaterials in 3D printing to encourage a more sustainable architectural production, the presented multi-material strategies represent an initial conceptual framework as one step in the desired direction, demonstrated through exemplary material systems.
The biodegradable paste mixture used in this research is composed of plant fibers and a gelatin-based binder, which supports a fully circular life cycle (Figure 16). It can be re-shredded, rehydrated and reprocessed multiple times, or simply returned harmlessly to the environment through natural composting. However, although the plant-based thermoplastic material can also be shredded and reused, it is difficult to separate and must eventually be industrially composted at the end of its life cycle. Accordingly, it would be desirable to replace the latter with an easily and fully compostable thermoplastic material in future research.
Circular Material Life Cycle: (a) granular raw material (b) material preparation/mixing (c) material processing/3D printing (d) usage phase (e) material separation (f) shredding into recycled granular material for re-use.

Since the current state of development of the material system still requires the two materials to be recycled or composted individually, the separation of thermoplastic and biomaterial (Figure 16e) can be achieved through their different material properties as they can be mechanically separated due to their different brittleness or physically separated due to their different water solubility. Beyond that, the circular material life cycle is adaptable to locally available resources, addressing both aspects of circularity and locality. The basic recipe for the biomaterials can be adjusted to local plant fibers combined with an available gelatin-based binder, the thermoplastic material may be replaced with any plant-based, fast-curing thermoplastics.
Future work
After this study introduced the conceptual framework and experimentally validated the potential and general feasibility of multi-material strategies for scaling up 3D printing of biomaterials, future research may investigate remaining or emerging challenges in greater depth. This may include, but is not limited to, the following, partially speculative, future research directions:
-
Research into alternative material combinations, as it would be desirable to find an easily biodegradable alternative for the used thermoplastic material.
-
Streamlining the multi-material 3D printing process, possibly by combining both material extrusion systems into one end effector to reduce changeover times.
-
Understanding challenges of scale, such as the adhesion quality and the effects of printing pauses in the production of large components, or alternatively, development of strategies for discretization and assembly.
-
Investigating the material-material interaction both at the mechanical and microstructural levels to figure out beneficial material combinations.
-
Improving circularity by developing a material combination that does not require material separation but can be shredded and recycled as a single system, as all ingredients might be equally easily compostable.
-
Research into water-repellent biodegradable additives or coatings that would allow the material system to be used in outdoor applications.
-
Expanding the research to the 3D printing of living materials such as mycelium-based pastes, which could possibly further strengthen the 3D prints post-production through organic growth.
However, the multiplicity of the proposed research directions requires interdisciplinary expertise and collaboration, with each discipline contributing to its respective strengths, just as this paper has focused and exemplified the experimental architectural application.
Conclusion
This research demonstrates the potential of multi-material 3D printing strategies to overcome key limitations of biomaterial AM, particularly with respect to initial stability, scalability, and thus applicability. By strategically combining biodegradable pastes with bio-based thermoplastics, the proposed multi-material approaches bring biomaterial 3D printing one step closer to architectural application and its actual integration into the built environment. While the results are promising, further and multi-disciplinary research is required to optimize the still complicated multi-material 3D printing processes and their complex extrusion setups or to explore alternative materials or material pairings. Ultimately, this work contributes to advancing sustainable AM in architecture and construction by promoting hybrid material systems that balance performance for applicability with circularity and environmental responsibility.
Outlook
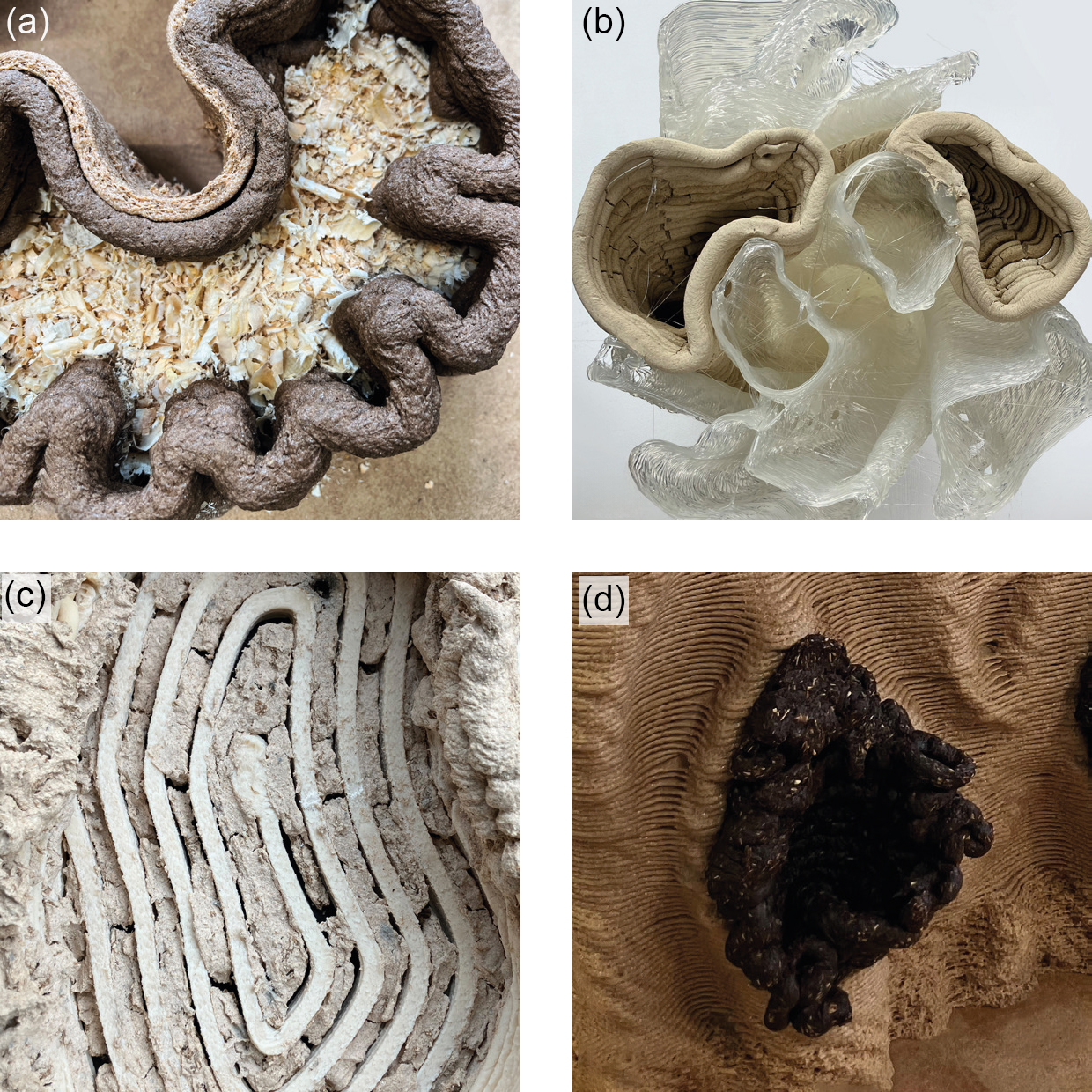
While the presented research primarily advances the technical viability of biomaterial 3D printing through multi-material strategies, it also contributes to an architectural discourse in which materials and their behavior re-emerge as generative design drivers. This perspective was explored in a university elective on New Technologies, where students developed experimental approaches for biomaterial integration into AM. The selected projects in Figure 17 demonstrate how material constraints can foster new (multi-material) design strategies, highlighting that the potential of biomaterial 3D printing extends beyond performance to include aesthetics and design intent. Ultimately, the broader integration of biomaterials may depend on the convergence of continued technological innovation and design co-evolution towards regenerative, resource-conscious, and material-intelligent architecture.
Further experimental multi-material approaches and other inventive methods for integrating biomaterials into additive manufacturing – student work: (a) “adherent,” Julia Geisler & Nicola Kollreider (b) “intertwined,” Jasmin Zangerle & Katharina Rauch (c) horizontally “interwoven,” Anja Deinböck & Alisa Gehm (d) “parasitic,” Johanna Maurer & Julia Pfeifer.

Data availability statement
Not applicable as no data sets were generated in this research. All generated data is presented within this article.
Acknowledgements
The author would like to thank Prof. Marjan Colletti for enabling this research through the infrastructural framework of the Robotic Experimentation Lab (REX|LAB). Special thanks are extended to the student assistants at the robotics lab, Jasmin Zangerle, Simon Hildebrand and Christopher Walch, for their resourceful support.
The author thanks all students of the New Technologies course in the Master´s Architectural Program at the University of Innsbruck (summer term 2024), instructed by the author, in which the physical prototypes presented in Figure 17 were produced: Vera Blasbichler, Anja Deinböck, Pascal Filous, Niklas Frank, Alisa Gehm, Julia Geisler, Marie Keppler, Nicola Kollreider, Daniel Kreuzsaler, Johanna Maurer, Tobias Niederholzer, Sara Niederwieser, Stefanie Plattner, Julia Pfeifer, Johanna Prugg, Katharina Rauch, Hanna Straßenberger, Katharina Tollinger, Jasmin Zangerle.
Author contributions
The author conducted all stages of this research, ranging from the initial conceptualization over experimentation up to visualization, writing and editing. He received support from students and student assistants for physical prototyping and laboratory work, as recognized in the acknowledgments.
Financial support
This research received no specific grant from any funding agency, commercial or not-for-profit sectors.
Competing interests
The author has no competing interests to declare that are relevant to the content of this article.
Ethics statement
Not applicable.
AI statement
ChatGPT [https://chatgpt.com] was used for grammatical corrections and minor editorial adjustments. DeepL [https://www.deepl.com/] was used for translation purposes. All substantive content and interpretative decisions remain the responsibility of the author.




 Open access
Open access