Refine search
Actions for selected content:
106117 results in Materials Science
Appendix IV - Polymers and solvents for electrospinning
-
- Book:
- Introduction to Nanofiber Materials
- Published online:
- 05 July 2014
- Print publication:
- 31 July 2014, pp 263-264
-
- Chapter
- Export citation
Foreword
-
-
- Book:
- Introduction to Nanofiber Materials
- Published online:
- 05 July 2014
- Print publication:
- 31 July 2014, pp xi-xii
-
- Chapter
- Export citation
Preface
-
- Book:
- Biological Materials Science
- Published online:
- 05 August 2014
- Print publication:
- 31 July 2014, pp xv-xvii
-
- Chapter
- Export citation
Consolidation of translucent Ce3+-doped Lu2SiO5 scintillation ceramics by pressureless sintering
-
- Journal:
- Journal of Materials Research / Volume 29 / Issue 19 / 14 October 2014
- Published online by Cambridge University Press:
- 28 July 2014, pp. 2252-2259
- Print publication:
- 14 October 2014
-
- Article
- Export citation

Thermal effects on microstructural heterogeneity of Inconel 718 materials fabricated by electron beam melting
-
- Journal:
- Journal of Materials Research / Volume 29 / Issue 17 / 14 September 2014
- Published online by Cambridge University Press:
- 28 July 2014, pp. 1920-1930
- Print publication:
- 14 September 2014
-
- Article
- Export citation

Low absorption magnesium aluminate spinel windows for high energy laser applications
-
- Journal:
- Journal of Materials Research / Volume 29 / Issue 19 / 14 October 2014
- Published online by Cambridge University Press:
- 28 July 2014, pp. 2266-2271
- Print publication:
- 14 October 2014
-
- Article
- Export citation
Static and dynamic hydrophobicity of alumina-based porous ceramics impregnated with fluorinated oil
-
- Journal:
- Journal of Materials Research / Volume 29 / Issue 14 / 28 July 2014
- Published online by Cambridge University Press:
- 04 August 2014, pp. 1546-1555
- Print publication:
- 28 July 2014
-
- Article
- Export citation

Novel ABS-based binary and ternary polymer blends for material extrusion 3D printing
-
- Journal:
- Journal of Materials Research / Volume 29 / Issue 17 / 14 September 2014
- Published online by Cambridge University Press:
- 28 July 2014, pp. 1859-1866
- Print publication:
- 14 September 2014
-
- Article
- Export citation
JMR volume 29 issue 14 Cover and Front matter
-
- Journal:
- Journal of Materials Research / Volume 29 / Issue 14 / 28 July 2014
- Published online by Cambridge University Press:
- 04 August 2014, pp. f1-f4
- Print publication:
- 28 July 2014
-
- Article
-
- You have access
- Export citation

Synergistic effect of binary ligands on nucleation and growth/size effect of nanocrystals: Studies on reusability of the solvent
-
- Journal:
- Journal of Materials Research / Volume 29 / Issue 14 / 28 July 2014
- Published online by Cambridge University Press:
- 04 August 2014, pp. 1556-1564
- Print publication:
- 28 July 2014
-
- Article
- Export citation

Optical analysis of room temperature magnetron sputtered ITO films by reflectometry and spectroscopic ellipsometry
-
- Journal:
- Journal of Materials Research / Volume 29 / Issue 14 / 28 July 2014
- Published online by Cambridge University Press:
- 28 July 2014, pp. 1528-1536
- Print publication:
- 28 July 2014
-
- Article
- Export citation
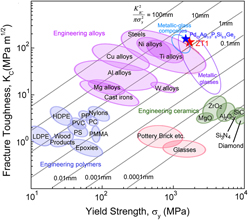
Damage-tolerant Zr–Cu–Al-based bulk metallic glasses with record-breaking fracture toughness
-
- Journal:
- Journal of Materials Research / Volume 29 / Issue 14 / 28 July 2014
- Published online by Cambridge University Press:
- 04 August 2014, pp. 1489-1499
- Print publication:
- 28 July 2014
-
- Article
- Export citation

Hidden energy dissipation mechanism in nacre
-
- Journal:
- Journal of Materials Research / Volume 29 / Issue 14 / 28 July 2014
- Published online by Cambridge University Press:
- 04 August 2014, pp. 1573-1578
- Print publication:
- 28 July 2014
-
- Article
- Export citation
JMR volume 29 issue 14 Cover and Back matter
-
- Journal:
- Journal of Materials Research / Volume 29 / Issue 14 / 28 July 2014
- Published online by Cambridge University Press:
- 04 August 2014, pp. b1-b2
- Print publication:
- 28 July 2014
-
- Article
-
- You have access
- Export citation

Transmission electron microscopy of an ultrasonically consolidated copper–aluminum interface
-
- Journal:
- Journal of Materials Research / Volume 29 / Issue 17 / 14 September 2014
- Published online by Cambridge University Press:
- 28 July 2014, pp. 1970-1977
- Print publication:
- 14 September 2014
-
- Article
- Export citation

The formation of α + β microstructure in as-fabricated selective laser melting of Ti–6Al–4V
-
- Journal:
- Journal of Materials Research / Volume 29 / Issue 17 / 14 September 2014
- Published online by Cambridge University Press:
- 25 July 2014, pp. 2028-2035
- Print publication:
- 14 September 2014
-
- Article
- Export citation
11 - Collagen-based tissue repair composite
- from Part II - Porous scaffolds for regenerative medicine
-
-
- Book:
- Biomaterials and Regenerative Medicine
- Published online:
- 05 February 2015
- Print publication:
- 24 July 2014, pp 183-202
-
- Chapter
- Export citation
8 - Electrospun micro/nanofibrous scaffolds
- from Part II - Porous scaffolds for regenerative medicine
-
-
- Book:
- Biomaterials and Regenerative Medicine
- Published online:
- 05 February 2015
- Print publication:
- 24 July 2014, pp 104-132
-
- Chapter
- Export citation
14 - Polysaccharide hydrogels for regenerative medicine applications
- from Part III - Hydrogel scaffolds for regenerative medicine
-
-
- Book:
- Biomaterials and Regenerative Medicine
- Published online:
- 05 February 2015
- Print publication:
- 24 July 2014, pp 247-262
-
- Chapter
- Export citation
5 - Using biomaterials for fetal stem cell isolation, expansion and directed-differentiation
- from Part I - Introduction to stem cells and regenerative medicine
-
-
- Book:
- Biomaterials and Regenerative Medicine
- Published online:
- 05 February 2015
- Print publication:
- 24 July 2014, pp 64-79
-
- Chapter
- Export citation
